the ultimate goal of machinery alignment is to reduce the centerline eccentricity of two shaft to acceptable tolerance
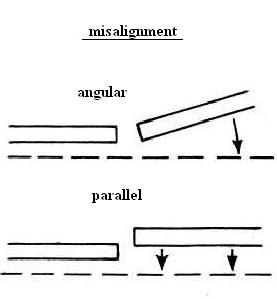
angular misalignment is also called "face misalignment"
parallel misalignment is also called "radial misalignment"
there are 3 methods of alignment, i.e.
1) face & rim (2 gages for angular misalignment & 1 gage for parallel misalignment)
2) reverse dial (2 gages for angular misalignment)
3) laser
the advantage of face & rim method is that you have the choice to turn one rotor only during alignment, the disadvantage of face & rim method is that it cannot handle runout situation
the advantage of reverse dial method is that it can handle runout situation,
the disadvantage of reverse dial method is that you have to turn both rotors
during alignment, these are the 2 cases you might not want to turn both rotors
1) heavy rotor (imagine 7 metric ton)
2) with back-stop
the laser method is derived from reverse dial method, thus it shares the similar
advantage and disadvantage, there is 2 good things about this method, i.e.
1) fast
2) the alignment tool is installed at the shaft, instead of coupling, thus more precise
ever since the creation of laser method, these 2 terms are coined to distinguish them, i.e. shaft alignment & coupling alignment
if you're interested in learning machinery alignment, these are clues for you to begin with:
1) please find out why the reading for parallel misalignment is divided by 2?
2) please find out why the reading for angular misalignment is divided by 2?
3) please find out why 1 gage for angular misalignment is not good?
4) the validity rule says T + B = R + L
please find out why T + B ≈ R + L for parallel misalignment ?
please find out why T + B = R + L for angular misalignment ?

return to main page