Robot Technologies and Intelligent Robots - Robotic

ERCIYES ÜNIVERSITESI
Makine Mühendisligi Bölümü
Danisman : Yrd.Doç.Dr. Sahin YILDIRIM
Hazirlayan : Volkan GÜNES
Eylul 2001
Asagida bulacaginiz Robot teknolojileri ve robotic baslikli yazi Erciyes universitesinde Arastirma raporu olarak sunulmustur.
Bu kısımda robot kelimesinin tanımı ve robotlar hakkında
kısa bir bilgi verilecek ve en çok bilinen robotlardan bazıları
tanıtılacak ve robotların kullanım alanlarına bir
giriş yapılacaktır.
2.Robotların
sınıflandırılması :
Bu kısımda robotlar koordinat sistemlerine , kontrol
sistemlerine ve yeteneklerine göre sınıflandırılacaktır.
Bu kısımda
robotların uygulama alanları sıralanacak ve robotların çalışma
alanları hakkında bilgi verilecektir. Ayrıca robotlardaki
uygulamalardan birkaç örnek sunulacaktır.
Bu kısımda robot
el mekanizmaları hakkında bilgiler verilecektir
Bu kısımda esnek
imalat sitemlerinin kontrolü ve belirlenmesindeki modeller işlenecektir.
Bu kısımda robotların öncesi ve şimdisi hakkında bir makale yazısı ile bitirilecektir.
Robotlar hakkında bilgi vermeye başlamadan önce ilk olarak ROBOT sözcüğünün anlamı ve çıkış noktası hakkında bir açıklama yapmalıyız.
Robot sözcüğü 20.yylın başlarında ortaya çıkmış
ve ilk olarak Çek asıllı bir oyun yazarı olan Karel Capek
tarafından R.U.R (Rossums Universal Robots) isimli bir oyunda kullanılmıştır.
Gerçek anlamda robot, insanların yaptığı işleri
otomatik olarak yapan makinalara denir, fakat çoğu zaman birçok kişi
robot denince Androidler ve
Cyborgları düşünür.Androidler ve Cyborglar insan
şeklinde ve özellikleri bilim-kurgu film ve yazılarında
biraz abartılmış robotlardır fakat bugünkü teknoloji ile
bu tür robotlar yapmak mümkün değildir.Bununla birlikte bunlar üzerinde
de birçok araştırma yürütülmektedir.Bu tür çalışmaları
özellikle Amerika ve Japonya ile birkaç başka ülke yürütmektedir.
Gerçekte robotların insan şeklinde olması zorunlu değildir
ve bugünde kullanılan birçok robot insan görünümünden çok uzaktır.
Robot tipleri ve çeşitleri olarak birçok örnek verilebilir.Bunlardan en çok bilinenleri olarak Endüstride kullanılan robot kolları,uzay çalışmalarında kullanılan robot keşif araçları ve üzerlerinde geliştirme projeleri devam eden yukarda bahsettiğimiz Android benzeri robotlar söylenebilir.
Canlılardan Esinlenilen Robotlar
Artık
günümüzde birçok robot tasarımcısı özellikleri doğadaki
canlılara benzeyen robotlar tasarlamaya başlamışlardır.Bunun
nedeni olarak doğadaki canlıların ortama uyum sağlama
yeteneği gösterilebilir.Bu yeni kuşak robotlar özellikle
uzay çalışmalarında keşif aracı olarak kullanılmak
için tasarlanmakta ve denenmektedir.Yapılan birçok robot
prototipinden en iyi özelliklere sahip olan ve başarılı
olanlar seçilmekte ve özellikleri birleştirilerek yeni ve daha
gelişmiş ve ortamdaki değişken şartlara (özellikle
uzay çalışmalarında bilinmezlik yüksek olmasından
dolayı) en iyi şekilde uyum sağlayabilecek bir robot yapılmaya
çalışılmaktadır. |
Robotların
kullanım alanları olarak bugün en yoğun olarak kullanıldıkları
yerler olan endüstri kuruluşları( otomobil fabrikaları vb.)
ile uzay çalışmaları verilebilir.Fakat yakın bir zamanda
robotların evlerde de kullanılmaya başlanacağına
neredeyse kesin
gözüyle bakılabilir.Örnek olarak ; 1997 yılı başlarında
Electrolux şirketinin ürettiği yeni kuşak bir elektrik süpürgesi
verilebilir.Bu süpürge odayı kendi başına süpürebilmekte ve
daha sonra da şarj olmak için kendi yerine dönmektedir.bu robot süpürgenin
özelliği üzerinde birçok alıcı bulunması ve bu nedenle
çevreyi tanıyabilmesidir.
Endüstri kuruluşlarında kullanılan robotlar ise çoğunlukla
robot kollardır.Bu robot kollar sayesinde seri üretimlerde zaman kazanılmakta
ve hata payı minimuma indirilmektedir.
Uzay çalışmalarında ise robotlar yukarda bahsettiğimiz
gibi çoğunlukla keşif araçları olarak kullanılmaktadırlar.Bunlardan
en meşhuru NASAnın 1996 yılında Pathfinder ile göndermiş
olduğu Sojourner yüzey aracıdır.Sojouner dünyadan kumanda
edilen bir araçtı ve bu büyük bir sorun yaratmaktaydı.Çünkü
iki gezegen arasındaki veri aktarımı yaklaşık 6
dakika sürmekteydi.Ayrıca Sojouner kendi kendini yönetebilecek kadar
gelişmiş değildi.Örneğin devrildiği veya
tekerlekleri kaydığı zaman dünyadan gelecek komutu beklemek için
duruyordu.İşte yeni robot çalışmalarında bu gibi
problemler aşılarak yeni bir robot keşif aracı
tasarlanmaya çalışılmaktadır.
Ayrıca daha birçok alanda robot kullanımları artmaktadır. İtfaiyelerde ve askeri kuruluşlarda hızla robot kullanımı artmaktadır.
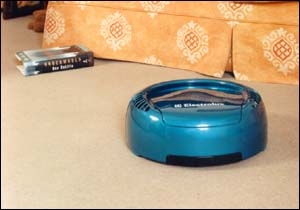
Resim 1. Electrolux Firmasının Temizlik Robotu
Robot İtfaiyeci
İngilterede JCB firması tarafında üretilen
yangın söndürme robotu Firemaster şu anda West
Yorkshireda Dewsbury itfaiyesinde kullanılmaktadır.Bu
robotu 100m ötedeki bir insan uzaktan kumanda ile çalıştırmaktadır.Bu
robot 4 tekerleği dolu lastikten yapılmış çelikten
bir traktöre benzemektedir.Yaklaşık 800C derece sıcaklığa
15 dakika civarında dayanabilmektedir ve bu robotun koluna her türlü
gerekli malzeme( kol,hidrolik çeneler vb.) kolayca monte edilebilmekte
ve ihtiyaca göre kullanılabilmektedir.Ayrıca robota 60
litrelik birde su deposu eklenmiştir.Bu robot sayesinde
itfaiyeciler için tehlikeli olan yıkıntı ve diğer tür
şeyler rahatlıkla yangın bölgesinden uzaklaştırılabilmektedir. |
2.
Robotların Sınıflandırılması :
Robotların Sınıflandırılması
Robotların sınıflandırılması ve tanımlanmasında aşağıdaki konular dikkate alınmalıdır.
·
Hareketin türü, eksen
sayısı ve dönme ekseni parametrelerini içine alan hareket
eksenleri
·
Kontrol sistemleri
·
Programlama sistemleri
·
Gerekli güç ve yük
kapasiteleri
·
Dinamik özellikler (stabilite,
kararlılık, tekrarlayabilirlik ve duyarlılık vb.)
·
Robot el veya tutucular
·
Çalışma alanı
şekli (iş zarfi)
2.1
Koordinat sistemlerine göre
Serbestlik Derecesi : Robotun çeşitli iş
parçalarını ve malzemelerini taşıma kabiliyeti robot kol
dizaynı ile meydana getirilen hareket eksenleriyle sağlanır. Bu
özellik serbestlik derecesi olarak isimlendirilir. Bu hareket eksenleri
robotun sahip olduğu kol, bilek ve gövde gibi elemanların farklı
hareketlerini gösterir. Könstrüktör verilen bir robot tipi için dört
farklı geometrik koordinatlardan birini seçecektir. Bu koordinat
sistemleri robotun geometrik şeklini tanımlayacaktır.
Robotlarda kullanılan koordinat sistemleri şunlardır.
·
Kartezyen koordinatlı
robotlar,
·
Silindirik koordinatlı
robotlar,
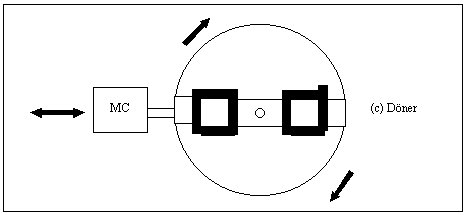
·
Kutupsal (küresel)
koordinatlı robotlar,
·
Döner dönme
koordinatlı robotlar
2.1.1
Kartezyen koordinatlı robotlar
Kartezyen koordinatlarda bütün robot hareketleri birbirine dik açıyla
gerçekleşir. Sonuç olarak robotun iş zarfını kartezyen
koordinatlardaki profili dikdörtgen şeklindedir.kartezyen koordinatları
kapsayan bir robot sürekli yörüngeli ve geniş mesafelere uzandığı
dikdörtgen bir iş zarfına sahiptir, bir araba ve köprü yapısının
oluşturulmasıyla çok yönlü hale getirilmiştir. Böyle bir
araba veya köprü sistemi tavana asıldığında ise hem birçok
iş istasyonuna ulaşabilme özelliği kazandırılmış
olur hem de zemin boş kalır. Bu sistemde x ve y eksenlerindeki
hareketler köprü ve araba mekanizmaları ile sağlanır. Düşey
yöndeki hareketler ise teleskopik borularla sağlanır. Bir kartezyen
koordinat sisteminde, koordinat sisteminin merkezinin yeri ilk iki mafsalın
birleşme merkezidir. Fabrika içerisinde bir yerden diğer bir yere
hareket edebilen robot (seyyar-mobil) hariç, koordinat sisteminin yeri değişmez
ve robot hangi yöne dönerse dönsün koordinatlar sabit kalır. Bütün
bunlarla beraber robotun çalışması sırasında
referans bir ölçü için orijine (koordinata) sahip olması yeterli değildir.
Aynı zamanda uç noktanın yani hedefin yerinin bilinmesi gerekir.
Hedef veya uç koordinat sistemi merkezinden robot ele bağlanan takımın
üzerinde olduğu dairenin merkezindeki noktaya doğru yapılır.
İş takımının üzerinde olduğu sistem takımla
birlikte hareket ettiğinden buna takım koordinat sistemi denir. bu
sistem üzerindeki x ve y doğrultuları, takımın bağlı
olduğu düzlemde olup birbirine diktir. z doğrultusu, mafsalın
dönme ekseniyle aynı olup bir yönde takım tarafından, diğer
yönde bilek tarafından belirlenir. Bu koordinat sistemi sabit değildir.
Takımın bağlı olduğu düzlemde takımla birlikte
hareket eder. Böylece bu sistemde orijin hareketine izin verildiğinden
ulaşılacak yer kullanıcının karar verme kabiliyetine
(program) bağlıdır.
2.1.2
Silindirik koordinatlı robotlar
Silindirik koordinatlı robotlar, gövde üzerinde dönme aşağı-yukarı
hareketin birlikte meydana getirildiği düşey bir mil, ileri-geri
hareketi oluşturan yatay bir milden meydana gelir. Bazen robot elin yönlenmesini
sağlamak için ilave dönme eksenleri kullanılabilir. Silindirik
koordinatlara da çalışan robotun iş zarfı bir silindir
veya bir silindir parçasıdır.
2.1.3
Kutupsal (küresel) koordinatlı robotlar
Bu koordinat sisteminde kullanılan robotlar su kulesine
benzetilebilir. Yani dönen bir gövde, bir yükselme noktası ve
teleskopik olarak uzama-yaklaşma-ilerleme eksenlerine sahiptir. Bilek
eksenin yukarı doğru olan iç dönme hareketi robot elin
oryantasyonunu kontrol etmek için kullanılabilir. İçeri ve dışarı
hareket edebilen kol, gövde etrafında dönerken bir yay aracılığıyla
yükselir ve alçalır. Robot el bir küre parçası olan bir hacim içinde
çalışır.
2.1.4
Dönel koordinatlar (mafsallı kol)
Bu sistemde robot kol dönen mafsallarla bağlı çeşitli
rijit elemanlardan yapılmıştır. Robot manipulatördeki
mafsallar, insanın omuz, dirsek ve bileğine eşit olacak şekilde
üst kol, ön kol ve ele benzetilmiştir. Kol, iş parçasının
gereklerine uygun olarak robot elin oryantasyonu için bir bilek montajını
gerekli kılacaktır. Bu üç mafsal yükselme (pitch), sallanma (yaw)
ve dönme (roll) hareketlerinden meydana gelir.
2.2
İş zarfı
Bir robotun iş zarfı, robot kolun en son ucunun üzerinde bağlı
olan düzlemin uzayda temas edebildiği hacim yada alandır. Bu zarf
asılı olduğu düzleme bağlı olan robot el boyularına
göre değişir.
2.3
Kontrol tiplerine göre
·
Non-servo kontrollü
robotlar
·
Servo kontrollü
robotlar
- Noktadan noktaya kontrollü robotlar
- Sürekli yörünge kontrollü robotlar
Servo
kontrol : Hız,
ivme,moment, akım şiddeti ve gerilim gibi çeşitli çıkış
büyüklüklerine sahip geri beslemeli otomatik kontrol sistemidir.
2.3.1
Non-servo kontrollü robotlar
Bu tip sistemlerde belirli bir yönde bir yörünge
boyunca sabit hızlı hareketleri içine alan kontroller mümkündür.
Bazı kontrol olaylarında ise hareketi istenilen noktada durdurmak için
sınır anahtarları denilen kontrol elemanlarından yararlanılır.
Bu tip kontrollü robotlar nispeten basit yapıya sahiptirler. Burada her
bir eksen veya yörünge üzerindeki iki mutlak nokta arasında veya önceden
belirlenmiş yörüngeler boyunca bir açık çevre modeli esas
alınarak hareket gerçekleştirilir. Benzer robotik sistemler iş
zarflarının ortaya çıkardığı sonsuz noktalar üzerinde
hareket ederler. Bu noktalar arasında robot el üzerinde çok az bir
kontrol vardır veya olmayabilir. Amaçlanan nokta ile ilk nokta arasındaki
tüm noktaların koordinatları verilerek gerçekleştirilen
kontrol olayının belirlediği yörüngeler kontrollü yörüngeler
olarak tanımlanır. Bu sistemler yüksek hız kabiliyetine ve iyi
bir tekrarlayabilme kabiliyetine sahiptir. Bu tip kontrollü robotlar
genellikle, bir cisimin tutulması, tutulan cismin önceden belirlenen
yere iletilmesi ve bir noktaya yerleştirilmesi veya bırakılması
işlemlerini yaparlar. Herhangi bir robot uzvunun (kol,bilek,el
mekanizmaları) hareketi and stop anahtarları vasıtası
ile başlatılır. Sınır anahtarlarından alınan
sinyaller ile kontrol edilen düzenleyici kumanda organı- (sequencer),
robot tahriki için gerekli olan gücü saptamak için adım adım dağıtım
yapar.
2.3.2 Servo kontrollü
robotlar
Bu tip kontrollü robotlar robot kolu veya eli herhangi bir mekanik anahtara veya eli herhangi bir mekanik anahtara veya ele gerek duyulmadan uzayda değişik konum ve yönlerde hareket ettirebilecek bir veya daha fazla sayıda servo mekanizmalara sahiptir. Servo kontrollü robotlar genel olarak daha büyük program ve hafıza kapasitesine sahiptirler. Yeni kumanda sinyali çıkış büyüklüne bağlı olarak geri besleme suretiyle belirlenir. Servo kontrollü robotların hafıza kapasitesi normal olarak 4000 noktanın veya daha fazlasının yüklenmesine yetecek büyüklüktedir. Servo kontrollü robotlar uygulanacak kontrol şekline göre ikiye ayrılır :
- Noktadan noktaya (point to point) kontrollü robotlar
-
Sürekli yörüngeli (continuous path) kontrollü robotlar
Noktadan
noktaya kontrollü robotlar
Bu tip kontrollü robotlarda iki temel kumanda sinyali mevcuttur.
- Hareket başlangıcında bütün uzuvların konumu
- Hareket bitiminde bütün uzuvların konumu ve yeri
Robot
mümkün olan hızda istenilen hareketi gerçekleştirirken robot
uzuvlarının izleyeceği yörüngeler tanımlanmaz. Yani
sadece geçilecek noktalar verilir. Programlamada başlangıç noktası
ve kat edilecek mesafe arsındaki noktalar dikkate alınmalıdır.
Noktadan noktaya kontrollü robotlar daha önceden tanımlanan sınır
anahtarlı robotlarla (non-servo kontrollü robotlar) gerçekleştirilen
işleri yapabilirler. Servo kontrolde hata kontrolleri ile hareket
incelenir. Non-servo kontrollü olanlarda ise sınır anahtarı
ile hareket incelenir. Yeterli hafıza kapasitesi ile bu tip robotlar
vidalama, malzeme veya parça taşınması veya yığılması
ve nokta kaynağı gibi işlerde kullanılır.
Sürekli
yörünge kontrollü robotlar
İki sınır konum arasında belirli bir yörüngeyi izleyecek şekilde belirli bir hareketin gerekli olduğu durumlarda bu tip bir kontrol söz konusudur. Dikiş kaynağı gibi düzgün bir hızda karmaşık bir yörünge boyunca kaynak tabancasının hareket ettirilmesi gibi işlemlerde bu tip kontrollerde uygun çalışma şartlarını sağlarlar. Sürekli yörünge kontrolü hali noktadan noktaya kontrol kavramının teorik olarak geliştirilmişidir. Çünkü eğri yörünge birçok düz doğru parçasından meydana gelir.
Non-servo ve Servo kontrolün karşılaştırılması
| KARAKTERİSTİK | NON-SERVO ROBOT | SERVO ROBOT |
| ESNEKLİK | Program kapasitesi ve konum ayarlama hassasiyeti sınırlıdır. Kollar sadece tek bir hızda hareket edebilir ve belirli noktalarda durabilir. | Geniş programlanabilme kapasitesi ile max. Esnekliğe sahip. Kontrollü yörüngelerde agır yüklerin taşınabilmesini mümkün kılar. |
| HIZ | Nispeten yüksek (servo robota göre) | Nispeten düşük |
| TEKRARLAYABİLME ÖZELLİĞİ | 0.25 mm dahilinde iyi bir tekrarlayabilme özelliğine sahiptir. | ± 1.5 mmye kadar iyi bir tekrarlayabilme özelliğine sahiptir. |
| MALİYET | Nispeten düşük. | Nispeten yüksek. |
| SİSTEM BASİTLİĞİ (SADELİĞİ) | Basit çalışma, programlama ve bakım özelliği. | Birden fazla programın depolanmasını ve uygulanmasını sağlar. Program dahilinde değişik hareketlerin gerçekleştirilmesini mümkün kılar. |
2.4
Yeteneklerine göre
2.4.1
Playback robotlar
Bu robotlar önceden öğretilen bir seri hareket operasyonunu
tekrar edebilirler. Mağnetik disk, mağnetik bant ve kayıt aracı
pozisyon sensörlerinden gelen koordinat bilgisinin kaydedilmesi için kullanılır.
Her noktada üç eksene ait robot koordinatları kaydedilir. Öğretme
işlemi insan tarafından gerçekleştirilir.
2.4.2
Kontrollü yörüngede robotlar
Özel noktaları belirli bir yörüngeyi takip eden ve
programlanabilir robotlardır. Öğrenme gerekli değildir. Yani
bu robotlar öğrenmenin gerekli olduğu playback robotlar ile sensörlere
sahip olan adaptif robotlar arasında kalır. Diğer isimleri de nümerik
kontrollü robotlardır.
2.4.3
Adaptif robotlar
Bu robotlar bilgisayar kontrollü ve sensör geri beslemesine sahip
olduklarından dolayı çevrelerine tepki gösterebilirler. Bu
robotların çoğu kontrollü yörünge yeteneğine sahiptir.
2.4.4
Zeki robotlar
En yüksek seviyeli robotlardır. Çevrelerinin farkındadırlar
ve hareketlerini çevreye uydururlar.çevrelerini sezme ve hareketlerini
saptama yeteneğine sahiptirler.
Robotların uygulama alanları
Robotların temel uygulama alanları
-
Nokta, ark, gazaltı kaynakları vb.
-
Boya
-
Yüzey işleme
-
Döküm
-
Dövme
-
Pres yükleme-boşaltma
-
Plastik kalıplama-dökme
-
Takım tezgahı yükleme-boşaltma
-
Montaj
-
Paketleme
-
Çapak alma, kenar işleme
-
Kontrol, test
-
İstifleme
-
Malzeme transferi
-
Diğer...
Yeni uygulama alanları
-
Nükleer
-
Okyanus
-
Yangın, uyarma, kurtarma
-
Tarım, hasat, ilaçlama
-
Madencilik
-
Askeri amaçlar
-
Tesis işletmesi
-
İnşaat mühendisliği, bakım
-
Kişisel kullanım,servis
-
Sağlık sektörü
-
Uzay
Temel teknolojiler
-
Algılayıcılar
-
Sürücüler
-
Manipulasyon el
-
Yer değiştirme
-
Yapay zeka
-
İnsan-makine sistemi
-
Sistem mimarisi
Robotlarda farklı çalışma
alanları
a)
Uzay çalışmaları
Uzaya ve çeşitli gezegenlere gönderilen robotlar kendi tahrik ve
güç sistemlerine ve belli değerde zekaya sahiptir. Bunlar toprak ve çevre
analizi yapabilecek sensörlerle donatılmıştır. 1976 yılında
Marsa inen Viking gerçek bir manipulatöre sahipti ve topladığı
örnekleri analiz edebiliyordu. Uzayda kullanılan en gelişmiş
manipulatörlerden biri uzay mekiğinde kullanılan uzun mesafe
manipulatörüdür.
b)
Su altı ve toprak altında çalışma
Yeni geliştirilmekte olan bir robot üzerine yerleştirilen
bir matkap ve tutkal tabancası yardımıyla kanalizasyondan
evlere TV kablosu döşemesinde kullanılacaktır. Başka bir
sistemde ise deniz altında kablo yerleştirmekte kullanılmaktadır.
c)
Askeri robotlar
Bomba tahrip robotları
akülü uzaktan kumandalı cihazlardır.
d)
Kütüphane robotları
Bu konuda uygulama Japonyada Kanazawa Endüstri Üniversitesinde
kütüphanede gerçekleştirilmiştir. Hareketli robotlar video
bantlarını raflardan alarak izleyici odalarına ulaştırmaktadırlar.
Robotlarda Uygulamalar
Aşağıda
robotların uygulamalarından bazıları verilmektedir ;
Enjeksiyon kalıplamada robotlar
Enjeksiyon kalıplama işlemi, geniş olarak kullanılır ve plastik malzemeleri üretmek için ekonomik bir işlemdir. Bu tekniğin birkaç çeşidi vardır. Enjeksiyon kalıplamada, tane halindeki plastik veya toz plastik kanaldan içinde hareketli vida mekanizması olan silindire düşer. Plastik silindir boyunca beslendiği sürece ilerler. Beslenme bölgesinin devamında ve sıkıştırma bölgesinden sonra ölçme bölgesinde devam eder. Vidanın önündeki alan dolduğunda vida yeni malzeme için hareketini devam ettirir. Enjeksiyon kalıplamada kartezyen koordinatlı robotlar kullanılır. Hareket zinciri şu şekilde gelişir ;
-
Enjeksiyon kalıp makinesi açılır. Runner sistem ile
tamamen bitirilmiş elemanlar çıkarılır.
-
Robotun yüksüz dik olarak aşağı-yukarı hareket
eder. Parçayı kavrar, tutar. Geri çekilir ve yeni bir parçanın
kalıplanmasına izin verir.
-
Kol yatay olarak bitmiş parçaları konveyöre yerleştirmek
için ya makinenin önünde veya gerisinde hareket eder.
Robot
kontrol sisteminde verimin artması ve güvenlik için interfacing kullanılır.
Uç organların (el) çeşitli tipleri vardır. Örneğin
iletimde özel tasarlanmış vakumlu eller gibi...
Robotların
kalıplamada kullanılmasının avantajları şunlardır
;
-
Azaltılan kalıplama süresi ile yüksek üretim miktarlarına
ulaşılır.
-
Daha kararlı, çevirim süresi daha kısa olan parçalar elde
edilir.
-
Çalışan insanın olmaması, iş kazaları ve
çevre şartları açısından iyidir.
Nokta kaynağında robotlar
Yeni kullanım alanları olması nedeniyle servo kontrollü endüstri robotları uygulamalarının yaygın olduğu alan otomotiv endüstrisidir. Motorlu araçların yapımında nokta kaynağı robotlar tarafından kullanılabilmektedir. Böylece hem üretim hem de kalite artmaktadır.
Nokta
kaynağı direnç kaynağının en basit şeklidir. Bu
işlem iki malzemeyi birleştirme tekniğidir. Nokta kaynağının
yapılabilmesi ve iş parçalarını temas halinde tutmak için
bir miktar basınç uygulanır. Uygun basınca ulaşılıncaya
kadar interface deki elektrik direnci kontrol edilir. Bu işlem nokta
kaynağı tabancasıyla gerçekleştirilir. Elektrodlar su ile
soğutulur ve basınç pnömatik veya hidrolik silindirlerle sağlanır.
Ark kaynağında robotlar
Ark kaynağı yapmak için beceri, konsantrasyon ve eğitim gerekir. Ark kaynağının bilimden çok sanata yakın olduğu söylenir. Meydana gelen duman ve ısı radyasyonu nedeniyle arzu edilen bir meslek değildir. Bu şartlar altında çalışma isteği olan gönüllü, yetenekli insan bulmak zor olmaktadır. Bundan dolayı ark kaynağında robotlar kullanılmaktadır. Birçok ark kaynağı çeşidi vardır. Ancak robotizasyona en uygun teknik, koruyucu gaz metal ark kaynağıdır. Ark kaynağında metalik bir elektrot ile iş parçası arasında ark meydana getirilerek elektrotun ergimesi neticesinde kaynak edilecek bölge birleştirilir veya kaynak işlemi yapılır. Diğer bir ifadeyle ark, katottan yayılan elektronların yüksek bir hızla anodu bombardıman etmesidir. Ark kaynağında robot kullanımı ilk defa 1974 de sağlanmıştır. Günümüzde bu konuda çalışmalar artmış ve üretimi ekonomik hale getiren kontrol sistemleri geliştirilmiştir. Bir robot ark kaynağı sistemi şunları kapsar ;
-
Robot manipulatör,
-
Sistem kontrol ünitesi,
-
Kaynak hamlacını,
-
Güç kaynağını,
-
Tel besleme ünitesini,
-
Robot güç kaynağını,
-
Ana kumanda panosunu
Makine parçalarını yüklemede
robotlar
Makineleri veya takım tezgahlarını yükleme-boşaltma
işlemlerinde robot kullanımı insansız sistem odaları
ve esnek imalat sistemleri ve seri imalat birimlerini için gereklidir. Nümerik
kontrollü tezgahların farklı parçaları üretebilmesi için
programlanabilme yetenekleri vardır, ancak bunun için tezgahın
programını değiştirmek gerekir. Tezgah veya makine kesme,
delme ve diğer parça üzerindeki operasyonları gerçekleştirebilir,
fakat işlem başında veya sonunda parçaların yüklenmesi
veya boşaltılması işlemini gerçekleştirmez. Bunun
amaç için çeşitli tiplerde geliştirilen robotlar kullanılır.
Özel tasarlanmış robotlar yükleme-boşaltma, takım değiştirme
vb. yeteneklerine sahiptir.
Boya işleminde robotlar
Spreyle boyama robotun ilk
kullanım alanlarında birisidir. Boya işlemlerinde robotlar yörünge
kontrollü olarak imal edilirler. Boya işlemi aşağıdaki
faktörlerden dolayı robotizasyona uygundur.
a)
Boya belirli bir alana püskürtülür ve çalışma şartları
iyi değildir. İnsanlar için tehlikelidir.
-
Kullanılan malzeme zehirleyicidir. Özel elbise giymek gerekir.
-
Sıkıştırılmış hava etkisiyle
hortumda gürültü oluşabilir
-
Çalışma alanı sınırlıdır.
b)
Yaygın otomatik boya spreyleri pahalıdır. Araç boyama
gibi karmaşık işlemlerde boyama homojen olarak yerine
getirilemez, verim düşüktür.
c)
Sağlık ve emniyet düzenlemeleri nedeniyle mali yet yükselir.
Operatörün temiz hava kullanımını sağlamak için boya
bulutunun çıkmasını ve havalandırmanın sağlanması
gerekir.
d)
Operatör hep aynı nitelik ve verimde çalışamaz.
Ayrıca
robotlar bazı boya elemanlarının kullanımında yanma
ve parlama tehlikesi olan atmosferlerde çalışabilme yeteneğine
sahip olmalıdır.
Taşımada robotlar
Taşımada kullanılan robot türleri oldukça
fazladır. Hafif, servo olmayan kontrollü pnömatik robotlardan, ağır
hidrolik manipulatörlere kadar geniş bir yelpazede robot türleri
mevcuttur. Birçok uygulamalarda silindirik ve polar tip robotlar uygundur. Sınırlı
alanlarda yapılan hafif çalışmalarda kartezyen koordinatlı
robotlar kullanılabilir. Taşıma robotlarında noktadan
noktaya kontrollü robotlar kullanılır.
Endüstride robotlarla yapılan bazı
işlemler
Endüstride robotlarla yapılan bazı işlemlere
şu örnekler verilebilir. Bir devre katına çok bacaklı yonga
yerleştirme işlemi, iki eş parçanın birleştirilme işlemi,
robotik vidalama operasyonu, bir parçanın kanala yerleştirilmesi işlemleri...
Bir Örnek Robot sistemi Sepro Robot
Sistemleri
Plastik Enjeksiyon
Makineleri için Yolluk ve Parça Alıcı Robotlar
Sepro
firması Avrupanın birinci büyük robot imalatçısıdır.
Türkiyede de otomotiv, ambalaj, beyaz eşya ve elektrik
sanayilerindeki birçok firmada yapmiş oldugu robotlar yillardir başari
ile kullanilmaktadir.
Alinacak
parçanin nevine, yapilan prosesin özelligine ve robottan beklenen iş
kabiliyetlerine göre genelde Sepro firmasinda pnömatik ve elektronik
kontrollü CNC robotlar yapilir. Elektronik kontrollü CNC robotlarda da orta
hizlardaki çalişmalarda asenkronize motor, daha hizli ve daha hassas iş
ve uygulamalar için de Brushless Servo motor kullanilir. Ayrica, sadece alma
ve koyma gibi basit işlemleri yapmaya yarayan ve enjeksiyon makinelerinde
de en fazla 600 tonluk makinelerde uygulanabilen, yatirim maliyeti ve işlevi
basit olan robotlar vardir ve bunlar kisaca manipülator olarak
adlandirilirlar. Bunlar genelde 3 ekseni de pnömatik olan ancak x ekseni ayni
zamanda nümerik kontrollü robotlardir.
Yolluk
alicilar ise sadece 2 linear eksenlidir ve bunlarda da 1 tane rotation
uygulamasi bulunmaktadir.
Genelde
Seproda XN ve YN manipülatörler; basit alma ve koyma işlemleri için
ve en fazla 600 tonluk enjeksiyon makinelerinde uygulanir.
XN:
Sadece alma ve koyma işlemi yapar. Sadece X ekseni nümerik kontrollü,
diger 2 eksen pnömatikdir.
YN:
Sadece alma ve koyma işlemi yapar. X ekseninin yaninda Y ekseni de dahil
olmak üzere toplam 2 eksen nümerik kontrollüdür. Diger Z ekseni ise pnömatikdir.
Manipülatörlerde; Z ekseni daima pnömatikdir.
Enjeksiyon
makinesi büyüklügü sinirlamasi olmayan ve daha ayrintili işlemler
yapmaya yarayan robotlar ise AZ ve BZ olarak adlandirilirlar ve bu robotlarin
3 ekseni de CNC kontrollüdür.
AZ:
X ve Y eksenleri asenkron motorlu; Z ekseni ise Brushless Servo motorludur.
Çünkü sadece bu eksende hiz çok önemlidir. (Dikey eksen)
BZ:
X, Y, Z eksenlerinin tümü; Brushless Servo motorludur. Çok kompleksli işlerde
BZler tercih edilmektedir. Paletleme, istifleme ve insert loading, inmould
labelling gibi kompleksli işlerde de bu robotlar tercih edilmektedir.
Bütün
eksenleri pnömatik ve en fazla 100 tonluk enjeksiyon makinelerinde
uygulanabilecek en küçük robot ise; Seproda XP olarak kodlandırılmıştır.
Robot el mekanizmaları robot kolun serbest ucuna bağlanan ve
belirli bir iş veya görevin gerçekleştirilmesinde çeşitli
cisim ve ortamlarda temas halinde olan yani robotun çevre ile etkileşmesini
sağlayan temel bir elamandır. El mekanizmalarından beklenen
temel fonksiyon herhangi bir iş parçasını ve malzemeyi veya iş
takımını bir şekilde tutmak ve hareket sonunda uygun bir
şekilde bırakmaktır.
El mekanizmaları açıklanan fonksiyonun gerçekleştirilmesine
göre üç ana guruba ayrılır;
-
Mekanik tutucular
-
Vakumlu tutucular
-
Mağnetik tutucular
4.1
MEKANİK TUTUCULAR :
Mekanik tutucular ise tutma işleminde ortaya çıkan harekete
göre ;
-
Dönen parmaklı tutucular
-
Öteleme yapan parmaklı tutucular.
Tutucular cismi dıştan kavrayarak yada cisimdeki bir boşluğa girerek tutma veya kavrama yaparlar. Bir parçayı tutma süresinde farklı tutma şekilleri olabilir. Mekanik tutma işlemi esnek cisimlerin genleştirilmesi veya şişirilmesi ile de gerçekleştirilebilir. Bu amaçla esnek körükler veya torbalar istenilen konuma getirildikten sonra şişirilerek içten veya dıştan tutma işlemi gerçekleştirilebilir.
Mekanik tutucular tutma işleminde kullanılan tahrik elemanlarının
cinslerine göre şöyle sınıflandırılabilir :
-
Kol tahrikliler
-
Dişli veya krameyer tahrikliler
-
Kam tahrikliler
-
Vida tahrikliler
-
Halat ve kasnak tahrikliler
Dizayn
yöntemi
Mekanik tutucuların nasıl kavrayacağı ve ne kadarlık tutma kuvvetinin gerekli olduğunu belirleyebilmek için aşağıdaki faktörler dikkate alınır:
- Robot el iyi bir kavrama yüzeyine sahip olmalıdır.(açık, belirgin bir yüzey olmalıdır.)
-
Kavrama yüzeyi yapısı ve toleransı , kavranacak cismin
veya parçanın boyut,tolerans ve hassasiyetlerini bozmamalıdır,
-
Tutucu el ve parmaklar taşınacak parçanın kavranması,
taşınıp bırakılması ve tekrar alınması
operasyonlarında parça boyutunda meydana gelebilecek değişikliklere
uyum sağlayabilmelidir,
-
Kavrama işlemi, kavranan parçanın yüzeyinde çeşitli
deformasyonlara ve çiziklere yol açmamalıdır,
-
İki farklı boyutlu bir paçanın kavranmasında
kavrama işlemi daha büyük olan boyut üzerinde gerçekleştirilebilmelidir.
-
Tutucu parmakların ya esnek mesnet veya tamponlar yada tutulacak
parçaya uyum gösterecek, kendi kendine ayarlanabilen çenelere sahip olması
gereklidir. Kendiliğinden ayarlanabilen çeneler her bir çenenin parça
üzerinde iki noktada temas etmesini sağlar. Sadece tek bir noktada temas
ederse dönme ihtimali artar.
Çeşitli
Mekanik El Konstrüksiyonları :
a)
Standart el : Ekonomik
ve çok amaçlıdır. Basit bağlantılar,hem parmak
hareketini hem de cismi yeterli hafiflikte tutacak gücün toplanmasını
sağlar.
b)
Kendiliğinden
ayarlanabilen parmaklar : Özellikle
düz kenarlı parçaların iyi bir şekilde tutulmasını
sağlarlar. Parça üzerindeki çıkıntılar uygunsuzluk
meydana getirir.
c)
Değişik
boyutlu cisimleri tutmak için kullanılan parmaklar : Özel
parmak dizaynları ile değişken şekil ve boyutlu cisimler
veya işlem esnasında şekil değiştiren parçalar için
uygun bir tutma işlemi sağlar.
d)
Hareketli tek çeneye
sahip el konstrüksiyonu : Bu konstrüksiyonu özellikle cismi alttan tutmanın mümkün
olduğu veya daha güvenli olduğu hallerde kullanılır.
Dizaynın basitliği değişik uygulama alanları için
ekonomik bir konstrüksiyon olarak görülür.
e)
Ambalaj kutular için
el konstrüksiyonu : Özellikle hafif ağırlıktaki ambalajların
taşınmasında kullanılır. Çeneler sabit arka levhaya
göre değişik pozisyonlara ayarlanabilir. Bu da değişik
ebatlı parçaların taşınmasını sağlar.
f)
Cam tüpler için özel
el konstrüksiyonu : Kısa boylu tüp veya boruların taşınmasında
kullanılır.
4.2
VAKUMLU TUTUCULAR
Tutma ve taşıma işlemindeki güvenirlik mağnetik tutuculardan daha iyidir. Vakum meydana getirebilmek için vakum pompalarından veya ventüri cihazlarından yararlanılır. Vakum pompaları pistonlu veya paletli pompa tipinde olabilir. Vakum pompası ile ventüri cihazının mukayesesi aşağıdaki tabloda verilmiştir.
| Avantaj | Dezavantaj | |
| Vakum pompası |
-
Daha büyük vakum meydana getirebilme özelliği -
Düşük işletme maliyeti |
-
Yüksek ilk maliyet |
| Ventüri Cihazı |
-
Düşük ilk maliyet -
Pompadan daha az karmaşık olması |
-
Gürültülü çalışması
|
4.3
MAĞNETİK TUTUCULAR
Ferro mağnetik malzemelerin tutulması ve taşınmasında
mağnetik tutuculardan yararlanılır. İki guruba ayrılır;
-
Sürekli (tabii) mağnetler
-
Elektromağnetler
Sürekli Mağnetik Tutucular
Kalıcı mağnetik özelliklerinden dolayı çeşitli şartlarına kolaylıkla adapte edilebilirler, bu tür tutucular parçayı mıknatıstan ayırmak için özel bir vasıta gerektirirler. Gerekli güç uygulanarak çekme suretiyle parça mıknatıstan ayrılabilir.
Sürekli mağnetik tutucular aşırı
derecede yüzeysel mağnetik nüfusiyet
(penetrasyon) meydana getirecek şekilde dizayn edilirler. 0.08 cm
kalınlığındaki sac levhaların takılmasında
yaralanılabilir. Çeşitli özel amaçlı sistemlerde 480 °C
ye kadar kullanılabilmelerine rağmen genel olarak 90 °C
lık malzeme sıcaklıkları kadar verimli bir şekilde
kullanılabilirler.
Elektromağnetik
Tutucular
Bu tür tutucular parçaların yüksek hızda tutulması, bırakılması ve kontrol bakımından uygun bir tutma mekanizması oluştururlar. Mağnetlemeyi sağlayan bir güç kaynağına ihtiyaç vardır. Parçaların kolayca bırakılabilmelerini sağlamak için devreye veya sisteme bir serbest bırakma kontrolörü konulmalıdır. Bu eleman çok fonksiyonlu bir anahtar olup güç kaynağı kesildiğinde kutupları ters çevirerek parçanın mıknatıstan ayrılmasını sağlar. Yani bir ters kutuplama parça üzerindeki herhangi bir artık mıknatıslamayı kaldırarak parçanın bırakılmasını sağlar.
Standart elektromağnetik tutucular cisimleri 60 °C ye kadar tutabilirler. Fakat bu sıcaklık özel dizaynlarla 150 °C ye kadar çıkarılabilir.
Genel olarak mağnetik tutucular robotik taşıma işlemlerinde şu avantajlara sahiptirler :
- Tutma süresi çok kısa
- Parça ölçülerindeki değişimler tutma işleminde bir engel teşgil etmez
- Tutucular tek bir iş parçası için dizayn edilmemelidir veya edilmezler
- Vakumlu tutucularla delikli metal parçaların taşınabilmesi mümkün olmaz
- Tutma işlemi için blok (tek parça) yüzey gerektirmesi
Mağnetik tutucuların dezavantajları ise :
- İş parçalarında artık mağnetlemenin kalması
- Taşıma ve tutma işlemlerinde kayma vb. hataların oluşması
-
Sadece ferromağnetik malzemelerin tutulması veya taşınmasında
kullanılaması
ROBOT BİLEĞE
TAKILAN ÇEŞİTLİ İŞ TAKIMLARI
a) Kaynak tabancası ve torku
b) Isıtma torku (hamlacı) : döküm kalıpların yüzeyleri bu işlemle pişirilir.
c) İnert gaz ark kaynağı (MİG,MAG) torku
d) Döküm potası : erimiş metal gibi sıcak malzemelerin, sıcak ve tehlikeli ortamlarda döküm işlemi için uygundur.
e) Pnömatik somun sıkıcıları, matkaplar, anahtarlar : genel amaçlı bu tür robotlar özellikle tehlikeli ortamlarda uygundur.
Freze çakısı, kum püskürtme, taşlama aparatı : çeşitli taşlama, hassas yüzey işleme ve bileme ekipmanları robot bileğe takılabilir. Bu şekilde donatılan robot istenen amaca uygun işlevini yerine getirir. Plastik parçaların çapakları ve döküm malzemelerin temizlenmesinde kullanılabilir.
Tutucuların Dizayn Ve Seçiminde Dikkate Alınması Gereken Faktörler
|
FAKTÖR |
ÖZELLİK |
|
Taşınacak
parça |
Ağırlık,
boyut,biçim, işleme esnasındaki boyuttaki değişimler
parça ölçüsü toleransları ve yüzey şartları gibi. |
|
Tahrik metodu |
Mekanik tutma,
vakumlu tutma, mağnetik tutma ve diğerler. |
|
Güç ve sinyal
iletimi |
Pnömatik,
elektrik, hidrolik ve mekanik |
|
Tutma kuvveti
(mekanik tutucu için) |
Cismin ağırlığı,
tutma metodu veya taşıma metodu,parmak ve cisim arasındaki
sürtünme katsayısı, hareket peryodu süresince hız ve
ivme değerleri |
|
Pozisyon veya
konum ayarlama problemleri |
Parmakların
boyu, robotun hassasiyeti ve tekrarlayabilirliği, parça ölçüsü
toleransları |
|
Servis şartları |
Tutucu işletme
ömrü süresince gerçekleştirilen hareketlerin sayısı.
Parmakların aşınan elemanlarının değiştirilebilme
özelliği. Bakım ve servis imkanları |
|
Çalışma
ortamı |
Isı,
nemlilik,toz ve kirlilik, çeşitli kimyasal maddeler-ortam |
|
Sıcaklıkta
korunma |
Isı kalkanları
ve koruyucuları, uzun parmaklar, basınçlı hava veya su
soğutma ile sağlanan cebri soğutma, ısıl
dirence sahip malzemelerin kullanılması. |
|
Malzeme özellikleri |
Çeşitli
mekanik, mukavemet özellikleri. İmalat kolaylığı ve
maliyeti. Parmak yüzeylerinin sürtünme özellikleri ve çalışma
ortamına uyumluluk. |
|
Diğer kavram
ve özellikler |
Değiştirilebilir
parmakların kullanılması, dizayn standartları. Çeşitli
robotlara göre uyumluluk. Dizayn işlemine etki eden çeşitli
değişik faktörler ve disk, dizayn ve imalat için gerekli süre,
yedek parça bakım ve servis gibi özellikler. |
Örnek bir robot el Dizaynı :

Şekilde
görülen robot el dizaynı toplam : 17 parçadan oluşmaktadır.
Bu parçalara ek olarak iki adet servo motor kullanılmaktadır. Robot
el sistemi öteleme ve salınım hareketleri yapacak şekilde
tasarlanmıştır ve parmakların uçlarına tutulacak
malzemeye zarar vermemesi için yumuşak uçlar eklenmiştir. El
mekanizmasının parçaları sert plastik veya alüminyum alaşımdan
üretilmektedir. Geniş bilgiler www.lynxmotion.com
adresinde bulunabilir.
Modern İmalat Sistemleri, karmaşık,
uygulaması zor ve sonuçta çok pahalıdır. Kontrol software
uyumlaması ve bütünleştiren otomosyon elemanları (robotlar ve
makine parçaları gibi) onların elemanları ile mukayese edildiğinde
genellikle karmaşık değildir. Düşük imalat için, doğru
bir esnek imalat sistemine (EİS) ihtiyaç vardır. Böyle bir sistem,
tekrar kullanılabilmelidir. Esneklik farklı zaman aralıklarında
birleştirilebilmelidir. Uzun zaman aralığında esneklik
imalat sistemi içerisinde kontrol sistemini tekrar programlamadan farklı
gereçlere veya yani birleştirmelerine izin vermelidir.
Esneklik, kısa zaman aralığında
imalat sistemi içerisinde yani ürünlerin birleştirilmesine ve on-line
imalat sisteminin işlem akışını yenilemesine izin
vermektedir. Bu durum sistemde hata toleransını
tespitte kolaylık sağlamaktadır.
Bir imalat sistemi,kaynakların bir
sonsuz seti gibi gösterilebilir; (işlem elemanları, imal edilecek
ürünlerin seti arasındaki paylaşım gibi).
Üretim verimliliğini kontrol
edebilmek için denetleyici; imal edilen ürünlerin her birinin bir modeli
gibi, sistemin yaklaşık bir modeli olmalıdır.
Böyle bir sisteme ulaşmak için aşağıdaki
işlemlerin araştırılması gerekir;
-İmalat kaynaklarının
modeli
-İmal edilen ürünlerin modeli
-Kontrol kanunlarının sentezi
-Kullanıcı bilgisayarları
5.1
Üretim organizasyonu
Bir imalat şirketi parça imalatına karar verdiğinde
kaynaklarını organize etmenin en iyi yolu üzerinde karar
vermelidir. Ana kaynaklar insan ve tezgahlardır. Tezgahlar parçaların
mümkün olan en çabuk en verimli ve en ucuz şekilde üretilmeleri için
fiziksel şekilde düzenlenmelidir. Bu düzenleme ne kadar
iyi yapılırsa organizasyonda o kadar başarılı
ve karlı hale gelir. Ayrıca kullanılan fiziksel kaynaklardan
tam olarak faydalanmak için; iş
gücüde etkili şekilde yönetilmelidir. İnsanlar en faydalı
kaynaktır. Çünkü düşünebilirler,beklenmeyen şartlar karşısında
karar verebilirler,yeni donanımlara adapte olabilirler, yeni beceriler
kazanabilirler ve sahip olduklarını geliştirebilirler. Ama
pahalı kaynaklardır, dinlenmeye ve çeşitli servislere ihtiyaç
gösterir,tahmin edilemezler ve hata yapmağa yatkındırlar.
İdeal
üretim sistemi aşağıdaki şartları gerektirir :
·
Düşük çalışma
maliyeti,
·
Sürekli kalite,
·
Yüksek tezgah kullanımı,
·
Düşük kurma ve iş
değiştirme zamanı
·
Düşük iş
bekleme zamanı,
·
İş alma zamanı
ile teslim zamanı arasındaki minimum gecikme,
·
Tahmin edilebilir
imalat süreleri.
Bir esnek imalat sistemi (FMS) ilk ve en önemli üretim organizasyon
yoludur.
FMS kavramını tartışmadan önce, üretim planlanmasında
takip edilen çağdaş yaklaşımları incelemek faydalı
olacaktır. Geleneksel olarak parça üretimi için üç çeşit yaklaşım
vardır.
1)
Ürün (veya akış) Şeması
Bu yaklaşımda tesis ve cihazlar ürünün gereksinmelerine göre
yerleştirilir. Tezgahlar belirli bir sırada, ürün üzerindeki
operasyonları yerine getirmek için dizilir. Bu tipik bir akış
üretimidir ve akış veya üretim hattı terimine
adını verir. Her üretim hattı belirli bir parçaya (veya parça
gurubuna) ortalanmıştır. Birçok üretim hattı bulunmasına
rağmen hatlar arası parça transferi veya değişmesi
olamaz. Bu tip bir üretim normal olarak otomobil fabrikalarında vardır.
Dezavantajları
:
Yüksek tezgah kullanımı için çok miktarda parça gereklidir. Farklı ürünler üretmek hemen hemen imkansızdır. Tek bir tezgahın bozulması üretimi durdurabilir. Yüksek seviyeli (yarı-usta) personele ihtiyaç gösterir.
2)
İşlem (veya fonksiyonel) Şeması
Bu
tip şemada, tesis ve cihazlar fonksiyonlarına göre gruplandırılır.
Böylece tüm tornalar torna bölümünde, tüm matkap tezgahlarıda
matkaplama bölümünde guruplandırılır. Tezgah kullanımı
tam sağlamak için parçalar mevcut olan en uygun makineye yönlendirilir.
Ama çoğu zaman işlemler içim beklerken sıralar oluşturur.
Parçalar, üretim çevrimi içinde daha önce maruz kaldığı işlemlere
geri dönebilir. Yani bu da yüksek seviyede iş bekleme(WIP) süresi ve
malzeme kullanımı demektir. İş bekleme kısmen
bitirilmiş bir parçanın daha sonraki işlemler için beklemesi
ve sıraya girmesidir. Aynı anda işlenecek çeşitli parçalar
olduğundan WIPnin seviyesine bağlı olarak ana işlem süreleri
değişebilir.
Dezavantajları
:
- Karmaşık parça yönlendirmesi kontrolü zorlaştırır.
- Tezgah yüklemesi düzensizdir.
- Sıra olması WIPte ve ham maddede yatırıma sebep olur.
- Yüksek oranda kurma zamanı gerektirir.
- Ara süreleri tahmin etmek zordur.
-
Usta personel gerektirir.
3)
Grup Teknoloji Şeması
Grup teknolojisi, tanımlanmış aralıktaki benzer parçaların
tam imalatını sağlamak için, tezgah, takım ve ilgili
servislerin düzenlenmesidir. Farklı sayıdaki farklı
tezgahlardan oluşan tezgah gurupları işleme hücreleri
olarak verilen şeyleri oluşturur. Her hücre, dikkatlice tanımlanmış
parçalar grubundan olan herhangi bir parçayı üretebilir. Bu benzer parçalar
grubunda da parça aileleri denir. Hücredeki tezgahların şeması
ise sadece kolaylık sağlamak içindir. Genellikle ,hücre içindeki
çalışan personelin sayısı tezgah sayısından
daha azdır.
Dezavantajları :
- Tezgahların az kullanımı kaçınılmazdır.
- Uygun parça aileleri tanımlanmadıkça çalıştırılamaz.
- Her dalda becerili personele ihtiyaç vardır.
- Üç tip üretim Şekil 1 de gösterilmektedir.
Yukarıda anlatılan durumların her birinde ana hatları ile anlatılan dezavantajlar ideal üretim sistemlerinin gereksinmeleri ile uyuşmaz. Esnek imalat sistemleri fikri yukarıdaki dezavantajların birçoğunu yok etmek için ve bilgisayar kontrolü altında yüksek seviyedeki otomasyonla imalat genel harcamalarını kesmek için tasarlanır. Genel Harcamalar terimi parça imalatı ile doğrudan ilgili olmayan maliyetler demektir. Genel harcamalar WIPde bağlanan para miktarı, depoda bulunan ham madde, dolaylı maliyeti (denetleyici,takım/tezgah kurucuları,işlem takipçileri v.s) ve iş gücü için destek servisleridir (kantin,emniyet ve ilk yardım servisleri, ofis personeli v.s. gibi).

(a) Akış Üretimi
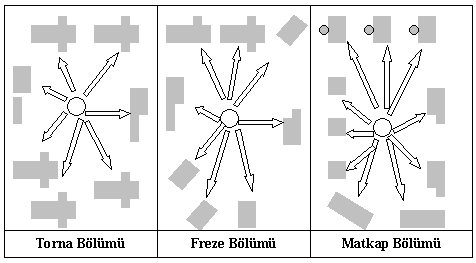
(b) Fonksiyonel Şema
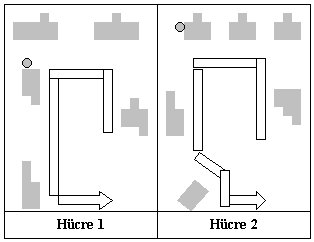
(c) Grup Teknolojisi
Şekil 1. Geleneksel üç üretim organize etme metodu
5.1.1
Esnek İmalat
Esnek imalat sistemlerinin
dört ana prensibi vardır.
1)
İnsansız Operasyon
Esnek imalat sistemleri, en azından bir vardiya için sürekli ve insansız çalışabilir. Bu imkan da tezgah kullanımını ve üretimini arttırır. Geleneksel 8 saatlik vardiyalar (bir kişinin uygun şekilde bir seferde çalışabileceği süreden ortaya çıkmıştır) üretim programlarının uyması gereken süreler olmaktan çıkmıştır. Daha düzgün üretim programları planlanabilir ve insanların vardiyalı çalışmalar sırasında uygun olmayan saatlerde çalışması artık gerekmez. İnsansız operasyonlar işçilik maliyetini düşürür.
Ama insansız operasyon çok gelişmiş destek sistemlerinin kullanımını gerektirir. Farklı parça programları tanımlanmalı ve farklı takım tezgahlarına otomatik olarak (DNC yoluyla) yüklenmelidir. Parçalar otomatik olarak yüklenmeli, çözülmeli ve taşınmalıdır. Kesme takımları aşınma ve kırılmalar açısından izlenmelidir. Yeni takımlar otomatik olarak yüklenmelidir. Talaşlar işleme bölgesinden temizlenmeli ve otomatik olarak tahliye edilmelidir. Ayrıca otomatik yıkama ve inceleme sistemleri sağlanmalıdır.
Bu destek sistemleri, gerçek FMS tesisleri için
gereken yüksek yatırım maliyetlerine sebep olan CNC takım
tezgahlarının maliyetleri ile beraber uygulaması pahalı
sistemlerdir.
2)
Rastgele Parça Üretimi
Gerçek FMS, sisteme rastgele parça girilmesine imkan verir. Bu durum, parçaların otomatik olarak seçilmesi, taşınması ve yüklenebilmesi ile birlikte farklı parça programların farklı tezgahlarda istenilen anda yüklenebilme sonucu mümkün olur. Parçaların sıraya konması,işlem bekleme süreleri ve büyük stok seviyeleri büyük ölçüde edilir. Tezgahlar tam kapasite ile çalışır. Ara süreler doğru şekilde tahmin edilebilir kısa iş bitirme zamanı sağlanabilir. Tezgah bozulmaları, parçalar başka tezgahlara yönlendirilerek telafi edilebilir. Yüksek yatırım maliyetlerini ve uzun kurma zamanlarını haklı çıkarmak için fazla miktarda üretime gerek yoktur. Gerçekte FMS bir parçaya kadar olan üretim gruplarında bile rekabete dayanabilir.
Parçaları imalat sistemine rastgele sokma
imkanı FMSin en önemli faydalarından birisidir. Esnek imalat
terimi birçok çeşitli parçayı üretecek kadar esnek olmayabilir,
fakat gerekli olduğunda üretecek kadar esnek olabilir.
3)
Otomatik Takım ve Parça Hareketi
FMS, kesme takımlarını ve parçaları otomatik olarak seçme,nakletme ve değiştirme imkanı olmadan uygun şeklide çalıştırılamaz.
Birçok CNC takım tezgahı otomatik olarak değiştirilebilen 160a kadar takım içeren birleşik takım şarjörlerine sahiptir. Çeşitli parçaların otomatik üretimi, özellikle insansız operasyonlar sırasında, birleşik takım şarjörlerinin kapasitelerini aşabilir. Şarjörlerin otomatik olarak tekrar doldurulacak şekilde düzenlenmesi gerekebilir. Bu da robotlar tarafından doldurulan ayrılabilir takım şarjörleri ile yapılır. Durum, aşınmış veya hasar görmüş takımların değiştirilmesinin gerekmesiyle daha da karmaşık hale gelir. Buna yedek takım değiştirilmesi denir.
Parçalar tezgahlara getirilmeli, yüklenmeli ve
boşaltılmalı; bitirildiğinde ise yıkama/inceleme gibi
diğer işleme istasyonlarına taşınmalıdır.
Robotlar ve/veya otomatik olarak yönlendirilen taşıtlar; ayrıca
sabit konveyor sistemleri kullanılmasına rağmen, FMS
tesislerindeki en çok kullanılan elemanlardır.
4)
Bağımsız Operasyon
En basit şekilde FMS, otomatik takım değiştiricili ve parça taşımak için tek bir robot tarafından idare edilen en azından iki CNC takım tezgahı içerir. Bu gibi tesise genellikle Esnek İşleme Hücresi (FMC) adı verilir. Diğer taraftan da
İmalatın tüm kademeleri ile otomatik olarak birleşen detaylı bir sistem olabilir. FMS küçük bir işleme hücresi olarak işe başlayıp modüler bir şekilde entegre bir imalat tesisine dönüşebilir.
FMSi meydana getiren tüm takım tezgahları bağımsız şekilde çalıştırılabilmeli ve esneklikleri korunmalıdır. Bu imkanda üretimin tamamen durmamasını sağlar. Bir FMS sistemi kurması çok büyük harcamayı gerektirir. Bğr FMS sisteminin şeması Şekil 5te gösterilmiştir.
Başarılı bir FMSin anahtarı yazılımdır. CNC takım tezgahları, DNC, robot,malzeme taşınımı, adepte edilen kontrol gibi teknolojiler yıllarca yalnız başlarına başarılı şekilde uygulanmışlardır. Bunları FMS olarak uyumlu ve düzenli bir şekilde bir araya getirmenin anahtarı bilgisayar kontrolüdür. Bu da yazılım demektir. Büyük FMS tesislerinde yazılım için 25 yıla kadar zaman yatırımı yapılmıştır. İşte bu da FMS tesislerinin kurulmasının neden pahalı olduğunun üçüncü sebebidir. Ayrıca imalat gereksinmeleri değiştikçe yazılımları değiştirmenin daha kolay olduğu görülmektedir.
FMS, metal işlemenin bağımsız
bir bölümü olarak görmek oldukça kolaydır. Ama durum böyle değildir.
Esnek imalat, disiplinleri arasındaki ilişkiyi sağlayan üretimi
organize etme yoludur. Gerçek bir FMS; parçaların otomatik depolama ve
geri alınma sistemleri, otomatik inceleme, montaj ve test sistemleri ile
beraber çalışmalıdır. Uygulamada, bu durum nadiren gerçekleşir.
Bu kitapta FMS teriminin anlamı sınırlı olmasına rağmen
esnek işleme sistemi olarak kullanılmıştır.
5.2
Parça Grupları
FMS tasarımının, akla gelebilen her türlü parçayı imal edecek şekilde yapılması istenen bir şeydir. O halde FMS nasıl tasarlanmalıdır?
Grup teknolojileri ve FMSin başarılı şekilde çalışmasının uygun parça gruplarının tanımlanmasına bağlı olduğu daha önce belirtilmişti. FMS uygulanmasının ilk adımı üretilen parçaların araştırılmasıdır.
Benzer parçalar genel anlamda benzer karakteristikler gösteren gruplar aileler halinde toplanır. Grup tanımlanır tanımlanmaz kompozit bir parça hayal edilir. Kompozit parça gerçekte fiziksel olarak var olmamasına rağmen gruptaki tüm parçaların tüm özelliklerini içeren parçadır. Esas olarak tornalama ile üretilen parçalar silindirik veya tornalanmış parçalar olarak, silindirik şekilde olmayan parçalarda prizmatik parçalar olarak adlandırılır. Tipik parça ailesine örnek olabilecek kompozit parça Şekil 2. de gösterilmektedir.
Küçük organizasyonlarda grubu oluşturacak
parçalar göz ile tanımlanabilir. Bu işlem oldukça gelişigüzeldir
ve parçalar sayısı arttıkça zorlaşır. Normal
kodlama veya sınıflandırma sistemi kullanılır. Böyle
çeşitli sistemler vardır, fakat temel olarak her parça incelenir
ve 6 ile 10 basamaklı bir kod numarası verilir. Bu basamaklar aşağıdaki
maddelere göre uygulanır.
· Fonksiyonu ve yapısal şekli,
· İstenen hammaddenin şekli,
· İstenilen proses operasyonları,
· Malzeme tipi,
· Fiziksel boyutu,
·
Gerekli doğruluk vs.
Her parça, ilgili sınıflandırmaya ayrıldıktan sonra bilgisayar kod numaralarını tarar ve tabii olarak oluşan gruplar şeklinde sıraya sokar. Gruplar hemen hemen aynı kod numaralarına sahip takımlar şeklinde ortaya çıkar.
Üretim verileri gruptaki her parça için toplanır.
Örneğin ;
· İşleme operasyonları ve sırası,
· Takım ve işbağlama gereksinimleri,
·
Talebin miktarı ve sıklığı
vs.
Sonra bu veriler; gruptaki tüm parçaları işleyebilecek
gerekli tezgah tiplerini ve sayılarını belirlemek için analiz
edilir. Bu tezgahlar FMSin bloklarını oluşturur.
5.3
Otomatik İş Taşınması
FMS operasyonu için gerekli şeyler parçanın otomatik seçilmesi, teslimi ve toplanmasıdır. Bu da çeşitli seviyelerde yapılır.
İlk seviye,parçayı tezgaha yüklemek ve çıkarmakla ilgilidir. En yaygın çözüm, tezgah ile konveyor arasındaki parçayı yükleyen veya boşaltan robot veya robotlardır. Parçalar küçük ve taşınabilir halde ise bu çözüm uygundur. Parçaların büyük olduğu yerlerde ise otomatik parça yükleyiciler kullanılır. Parça yükleyici bu durumda parçanın monte edildiği ve işleme sırasında öyle kaldığı bir alt tablodur. Genellikle her tezgahta birden fazla parça yükleyici vardır. İki veya çok istasyonlu APCler vardır. Bir parça yükleyicisini kullanan işleme devam ederken diğeri de yeni parça ile yüklenir. Paletler işleme çevriminin sonunda bitmiş parçaların sökülmesi (ve sonraki parçanın yüklenmesi) için otomatik olarak değiştirilir. Bu arada işleme de kesintisiz devam eder. Tipik APC konfigürasyonları Şekil 3. te gösterilmiştir.
İkinci seviye de parçalar sistem içinde, çeşitli tezgahlar ve istasyonlar arasında taşınmalıdır. Bu da sürekli veya komutla çalışan konveyor sistemi ile gerçekleştirilir. Bu sistem, en ucuz ve kurulması kolay bir sistemdir. Ama değişiklik gerektiğinde de en az esnek olandır.
Alternatif düzenleme ise otomatik olarak yönlendirilen taşıt (AGV) lardır. Bir AGV, bilgisayar kontrol altında farklı yönlerde gidebilen ve parçaları yüklemesi ve boşaltması için komut verebilen mesafe sınırı yokmuş gibi gözüken sürücüsüz bir taşıttır. AGV2ler yollarını kolayca değiştirebildiklerinden sabit konveyorlere göre daha esnektir. AGVler çeşitli büyüklükte ve sayıda parçalar taşıyabilir. Ayrıca takımlar ve talaş kargoları gibi diğer görevler için de kullanılabilir.
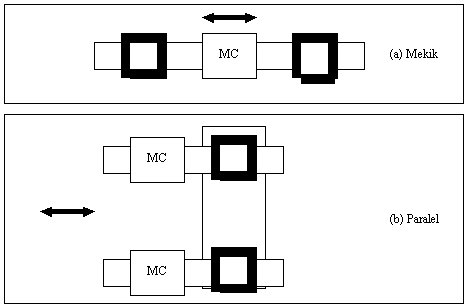

Şekil 3. Tipik otomatik palet değiştiricisi konfigürasyonu
AGVler raylarla, laserle, fotoelektrik algılayıcılar kullanan ışıkla ve en çok yeraltında saklanan indüktif tellerle yönlendirilir. Son yöntem, kurulması ucuz ve oldukça basit, esnektir. Atölye tabanında sabit engeller yaratmaz. Yerde ek oluklar açarak ve teller birleştirilerek sistem kolayca büyütülebilir. Telli sistemler köşeleri kolayca döndüğünden elverişsiz yollarda da kullanılabilir. Fakat her AGV kendi tahrik gücüne sahip olmalıdır. İndüktif teller yönlendirme olanağını sağlar. Taşıtlar üzerindeki piller vasıtasıyla elektriksel olarak tahrik edilir. Bu piller imalat sırasında uygun zamanlarda tekrar şarj edilebilir.
Her AGV, durumu hakkında bilgi edinmek için çeşitli sayıda algılayıcıya sahiptir: Örneğin, pozisyonal bilgi, üzerinde yük olup olmadığı hakkında bilgi, çarpışma, yanaşma ve benzeri algılayıcılar. Gereken yazılımın karmaşıklığını azaltmak için AGVnin üzerinde gideceği yolu programlayan bilgisayar mevcuttur. Üzerindeki kargo sistem tarafından tanımlanmalıdır. En çok kullanılan metotlar ikili sisteme dayanan mekanik veya optik kodlama sistemlerini içerenlerdir.
Üçüncü seviyede parçalar otomatik olarak depolanır. Tam bir FMSde bu seviye otomatik depolama kullanma ambarı (ARS) ile gerçekleştirilir. Parçalar ,üç boyutlu matriks raflarda bulunan standart varillerde depolanır. Vinç ve çatallı kaldırıcı arası bir cihaza benzeyen özel bir makine kargoyu tanımlar ve otomatik olarak depolar veya bilinen bir pozisyondan varili alır. Tipik bir ASR ambarı Şekil 4. te görülmektedir.
ASR ambarları stok hareketleri üzerinde kontrol sağlar. Bu ambarlar yer açısından verimli ve daha emniyetlidir ve malzeme taşınımı sırasında olabilecek hasar ve kayıpları en aza indirger. Ama kullanması çok pahalıdır. Sistem bozulursa problem yaratabilir.
Bir FMS az ya da çok yukarıdaki özellikleri
içerir. Bir FMS şeması Şekil 5. te görülmektedir
Bir Esnek İmalat
Sisteminin Dizaynı
Bir esnek imalat biriminin tasarım ve kurulum aşamaları kendine özgü ve genel temel prensiplere dayanır.Birçok yıllar boyunca, imalat makinalarının kurulumunda deneyimlere dayanan metotlar uygulandı.
Fabrika ziyaretleri göstermiştir ki, birçok makine nadiren Pazar
taleplerine uyan üretimin sabit tarifesinde, yalnızca bir tek kısmı
üretmektedir. Eğer tamamlanmış ürün çeşitli kısımlardan
oluşuyorsa bu kısımların her birinin üretimi anlatıldığı
gibi bir yer alacak ve üretimin bölümü üniteleri organize edip bunların
mümkün olan en etkili şekilde kullanılmalarını sağlamak
zorunda olacaktır.
Son olarak, yenilik hem ürün hem de imalat seviyelerinde teşebbüs
edilmelidir. Esnek imalat fabrikaları üretimin modern bir anlamını
teşkil eder fakat atölyenin tasarımı şirkete uyarlanmalıdır
ve düşünceleri başka bir yerden kopyalayarak nadiren iyi bir çözüm
yolu olarak bulunur
İmalat
sisteminin analizi :
Karışık bir sistemin tasarlanmasında herhangi bir metot için uzmanlardan istenen temel şey, tam bir ürünün planlama bölümünden beklenmesidir. Aletleri seçerken bir deliğin çapının önemli olmasına rağmen, imalat metotlarının ayrıntılarına inmek konuyla ilgili değildir.
Maddeleri ürün yapısına dönüştürmek için kullanılan
metot idrak yöntemi olarak
bilinir. Bu yöntem uzunluğu parça türüne göre değişen dört
safhadan oluşur.
·
İmalat
·
Kontrol
·
Ürün Nakliyatı
·
Depolama, üretim yeri
ile depo arasındaki bağlantılar.
Bir
ürünün imalatı iki seviyeden meydana gelmektedir : Yöntem ve
İşlem.
İmalat
yönteminde (Şekil 8.1) istenilen parça yada ürünü elde etmek için
bir mantıksal iş serisi uygulanır.
İmalat
:
Endüstrileşmenin
amacı doğrultusunda imalat için ürünün doğasının
bilinmesi gereklidir. Aşağıdaki iki örneği dikkate alırsak
;
Kurşun
bileşenlerinin üretiminde geleneksel kum dökümhanesi kullanılır.
İşlemin içeriği :
·
Kumdan dökme kalıplarının
oluşturulması
·
Metalin ergitilmesi
·
Döküm
·
Soğutma
·
Şekil verme
·
Talaş kaldırma
(filing)
·
Son delme işlemleri
·
Mineleme
·
Denetleme
·
Paketleme
Tesisatın yenileştirilmesinde şirket vakum dökümü
olarak bilinen yeni bir metodu getirmeye karar verir. Uygulanılan yöntem
;
·
Kalıpların
imalatı
·
Metalin ergitilmesi
·
Döküm
·
Delme islemleri
·
Mineleme
·
Denetleme
·
Paketleme
Bir şirkette threading tool imalatı alışılmış
aşamalardan oluşan bir metot kullanılır.
·
Pürüzlü yüzeylerin
bir öğütücü ile düzeltilmesi
·
Bir torna tezgahında
başlangıç şekillendirilmesi yapılması
·
Isıl işlem
·
Electro-discharge
machining
·
Yüzey bileyici ile dış
hatların bitirilişi
·
Silindirik bileyici ile
çapın bitirilişi
Kalite
kontrol :
Analiz süresince kalite kontrol problemi neredeyse daima ayrı bir soru olarak ele alınır. İmalattaki denetim fonksiyonunu dikte eden genel bir kural vardır. Hem yargıç hem de davacı olmak mümkün değildir ve müfettişlerin görevi esasen ürünün kabul veya reddine dayanır.
Kalite güvencesi altında gelişmeyi ilerletecek çeşitli
sistemler vardır.
·
Otomatik kontrol
sistemi: Tabanın
görüş açısına göre çalışanın kendini
kontrol etmesi en hızlı ve yeterli bir yoldur (veya makinenin
kendini kontrol etmesi) Burada iki problem doğuyor; işçi kendine göz
yumma eğiliminde olabilir (operatör de hiçbir problem olmamasına
rağmen) ve basit olarak operatör hata yapabilir.
İmalattan
ayrı olarak tarafsızlığı sağlamak anlamında
bu noktalar sıklıkla kalite kontrol fonksiyonuna öncülük eder. Eğer
bu problemler bütünüyle yok edilirse otomatik kontrol en iyi çözümden
uzak olur ve yüksek seviyede ki verimlilik basit yöntemler tarafından sık
sık başarılabilir. Örnek olarak küçük bir micro-switch
kullanılarak iki simetrik parçanın birbirine takılırken
tam olarak oturup oturmadığı kontrol edilebilir.Bu sistemlerin
sık kullanışının fark edilmesi çok şaşırtıcı
olabilir. Fakat elle yapılan işlerde hemen hemen hiç kullanılmaz.
Operatör hata yaparken makine bunu en aza indirgeyerek gerçekleştirir.
·
Sıralı
sistem:
Oto kontrol mümkün değilse,başka bir yöntem vardır ki bu yöntem
herkesin kendisinin işini yapmadan önce bir öncekinin işini
kontrol ederek yaptığı iştir. Bu sistemde bir işçi
kendi yaptığı işin kontrol edilmesini kendinin aşağılanması
ve becerisine güvenilmemesi olarak yorumlayıp kızabilir. Bu yüzden
sistemin sonuçları çok güzel olmasına rağmen uygulanmadan önce
psikolojik hazırlanma dönemi gerektirebilir.
·
Malzemelerde
kalite kontrolü:
Bu prensip üretim kalitesini etkileyen faktörlerin varlığını
tespit etme işlemidir ki esas işlem daha sonra gelir. Örnek olarak
şöyle de denebilir; eğer vida ve pulun olup olmadığı
yapılacak işlemden önce kontrol edilirse ve vidalama işlemi de
doğru olarak yapılırsa işin tam olarak bitirilmesi söz
konusu olabilecektir. Bu sistem iyi sonuçlar verecektir, fakat işe
teknolojik bakımdan açıdan tam olarak hakimiyet gerektirmektedir.
Üretim aşamasında işi kontrol ederek yapmak sonradan kontrol
edip ayırmaktan iyidir.
Sonradan kontrol sistemini
kullanan batılı üreticilerin aksine Japon üreticiler bu
sistemi kullanmaktadırlar. Bu kalite kontrol sistemini uygulamak için
felsefeyi tamamen değiştirmek gerekir ki bu da oldukça
zordur..fakat bu prensibi kabul ettirdik mi
teknolojik çözümler kendiliğinden kolaylıkla gelir. Bu yüzden
bu sistem direk operatör olmaksızın makine yapımının
en iyi yollarından biri olduğu söylenir.
Nakliye
:
Depolama
:
Hazır
stoklar için ana sebepler ;
-
İnter-operation stocks (linked to the organization,yükleme
aşaması,synchronization or installation)
-
Management-type inter-phase times (makine arızaları,hatalı
ürünler,alet değişimi,üretim programında değişiklik,farklı
makine kapasiteleri,işlem süresi farkları)
-
Safety stocks (complete batch of the product assocşated
with aphenemenon other than production)
Üretim üç aşama üzerine
kurulabilir ;
1) maximal kapasite
2)
minimal kapasite
3)
istenen miktar
Dizayn
:
Esnek sistemlerin temel özelliği evrensel bir metot kullanmaksızın analiz edilebilememesidir.
Bu tür bir esnek sistem tasarlamak için makinaların kendilerine
has bir ailesine karar vermeden önce bütün detaylara sahip olmaya gerek
yoktur fakat makinaların mekanik gücü yanında önemli görülmeyen
alanlarla ilgili olsa bile mümkün olan bütün bilgiler toplanmalıdır.
Belli
başlı bazı değişimlerden sakınmak önemlidir.
Bunlardan bazıları;
·
Bir işçiyi direk
olarak bir robotla değiştirmek
·
Üretim sisteminde
gelecekte olabilecek birleştirme işlemlerini dikkate almaksızın
bir veya daha fazla sayıda makine almak.
·
Çevreyle olan etkileşimi
hakkında bir rapor olmaksızın otomatik bir sitem kurmak.
·
İmalat aletleri
ile olan bağlantılarını analiz etmeksizin bir CAD/CAM
sistemi ithal etmek.
·
Başlıca
analitik değerlere yönelik olan bir üretim-yönetim sistemi kurmak ve
imalat birimlerindeki eş zamanlı ihtiyaçlara önem vermemek.
·
Gelecekte olabilecek
gelişmeleri dikkate almaksızın bugünkü ürünleri otomatikleştirme.
Belirleyici
faktörler :
Bir esnek imalat sistemi için yapılacak olan proje çalışması geniş bir deneyime sahip bir proje lideri tarafından koordine edilen tam disiplinli bir takım gerektirir.
Her konunun etkisi bütün durumlar için farklı olacaktır
fakat hepsi analiz edilmelidir.
Üretim
sırası :
bir
tahlil hala yapılmalı ve kullanım imkanlarının
kapasitesinde oluşacak olan düşmelere farklı yöntemler sıkça
verilmelidir. Bir esnek imalat sistemindeki bir makinenin bir parçasının
değiştirilmesi bir yada iki dakika alırken, alelade bir
makinede bu süre birkaç saate kadar çıkabilir özelliklede değiştirilecek
parça büyük olduğu zamanlarda bu süre çok uzar. Neticede bu imalat için
tamamen farklı bir yapı sunar.
İmalat
yöntemi :
Bu şimdiki gereksinimlerden daha çok şirketin tarihiyle ilgilidir.
İyi bir performans sunsa bile bazen yöntemi bir bütün olarak ele almak
gerekir.
Alet
ve ekipmanlar : Birçok
durumda aletlerin yönetimi kısımların yönetiminden daha karmaşık
olduğu için imalatta kullanılan alet ve ekipmanların yüksek
bir seviyede standartlaştırılması gereklidir ve esneklik
ekipmanların dikkatli bir kontrolünü gerektirir çünkü bu yönlerle
bağlı olan dolaylı kazançlar önemli olabilir.
Ara
yüzler : Bir
sistemin dizaynında en sık ihmal edilen problemlerden biriside arayüzlerin
belirlenmesidir. Bir imalat makinesi izole edilmiş bir alet değildir
ve üç çeşit ara yüzle birlikte çevresi ile etkileşim içindedir.
-
Bilgisayar
ara yüzü :
Bu birim kontrol sistemi ile alt sistemler arasındaki diyalogu sağlar.
Bu tür bir bağlantının ana zorluğu farklı elamanlar
arasındaki diyalogu sağlamaktaki zorluklardan kaynaklanır.
(mini micro computer, process controllers, CNC .etc. )
-
Elektronik
ara yüz :
Bir taşınma yada işlev değişikliği yapılmadan
önce alt ünitelerin ve çevre birimlerin doğru durumda olup olmadığının
kontrol edilmesi çok önemlidir ve transfer komutu bu kontroller
tamamlanmadan verilmemelidir. Hem manuel hem de otomatik işlemler için
bir taşınmada güvenliğin sağlanmasında sensörler ve
elektronik dedektör sistemlerinin kullanılması gerekmektedir.
Bilgilerin değiş tokuşu kontrol sistemi ile kontrol edilen
elemanlar arasında direk bir kablo bağlantısı ile olmaktadır.
-
Mekanik
ara yüzler : İki
elemanın birbirine bağlanması sırasında üreticilerin
sorumluluğu olarak ortaya çıktığı için bu ara yüze
çoğu zaman önem verilmez. Makinenin daha kesin bir çalışma
pozisyonu gerektirdiği durumlarda bir el kumanda sistemi santimetrenin en
yakın değerlerinde yerleştirme yapabilir. Eğer mekanik ara
yüzler başlangıçta dikkate alınırsa bu çeşit
sorunların üzerinden gelinebilir. Mekanik bağlantıların
daha birçok örneği mevcuttur. (ekipmanların kısmı, basınç
altındaki aletler vb.) ara yüz sorunları genellikle proje
sorumlusunun sorumluluğundadır ve sıkça büyük bir çalışma
gerektirir.
İnsan
çevresi :
Az çok büyük ölçekli projelerde insan çevresini sistem tanıtımında
çekme kapasitesi de önemle göz önünde bulundurulmalıdır. Herşeye
rağmen an yüksek düzayde bile olsa otomatik sistemler insan yardımı
olmadan hala çalışamazlar. Operatörler analiz yaparak sitemler için
en uygun ve verimli çalışma durumlarını ayarlarlar. Yüksek
derecede otomatikliğe sahip bir elemanda ve birçok manuel ünite sıklıkla
bir yardımcı gerektirir ve esnek sistemin fabrikanın diğer
kısımlarını rahatsız etmemesini sağlamak için
önlemler alınmalıdır. Tecrübenin, seviyesini belirleyeceği
için dizayn aşamasında insan çevresini hesaba katmak önemlidir. Eğer
şirket uygun bir bünyeye sahip değilse yüksek karmaşıklıkta
bir sistem dizaynı gerçek dışı olabilir.Bilgi ve beceri
burada işin ve teknik imkanların zorluna bakılmaksızın
kalitenin artmasına sebep olur. Bu basit
bir problem için birçok farklı çözümün bulunmasına sebep
olabilir eğer farklı imalat ünitelerinde kullanılıyorsa
Çalışma
metotları
Bu metot özel ve iyi tanımlanmış çalışma metotlarını içerir. Mühendislik yaklaşımı koşulları içinde ifade edilmiş malzemelerin temel farklılıkları vardır.
· Gereksinimlerin tanımı: Bir üretim problemi çözülmeden önce gerekli datalar toplanmış olmalı. Hazırlayıcı safhanın amacı ürünün kimliğini açıklamasını onun gelişmesinde ki nitelik ve nicelikleri tahmin etmektir.
· Fizibilite çalışması: Bu çalışma önemli bir proje de her zaman önde olmalıdır. Amacı; teknik imkanlarla kurmak,baş tercihleri belirlemek, finansal giderleri saptamak veya ayrıntılı kar çalışması planı yapmaktır. Bu kararların maliyeti için önemli bir malzemedir.
· Tanım çalışması
ROBOTLARIN
ONCESI VE SONRASI
15 yıl kadar önce bunun gibi bir makalenin peşinde koşuluyordu.
O zamanlar robotlar pek rağbetteydi. Üretim ve imalattaki en göz alıcı
şeyler bu on yıl içinde oldu.
Robotlar popüler bir imaj yakaladılar, onlar bilim kurgunun gerçeğe
dönüşmesiydi. Birçok vatandaş onları görmek için Detroit
te yapılan bir teknoloji ve ticaret fuarında toplandı ve
arayolları bile doldurdu
Doğal olarak, biz özellikle makine elamanları ile ilgili
olan robotlarla ilgileniyorduk. Yükleme ve boşaltma istasyonları
veya CNC torna tezgahları bizim dinleyicilerimiz için uygun robotic
uygulamalardandı. Bu uygulamalr robotların otomasyonun farklı
bir formu oldugunu kanıtlıyorlardı. Robotlar esnektir, tekrar
proğramlanabilirler, ünitelerde farklı kısımlarda görev
alabilirler. Niçin robotlar küçük işlerde veya aletlerde ve ölümcül
risk taşıyan çalışmalarda kullanılmasındı,
bugün artık kullanıldığını görebiliyoruz. Bu
konudaki gelişmelerin nedenine iyi bir örnek, robot şirketlerinin
robotların sahip olduğu pazar payındaki büyük potansiyeli gözden
kaçırmamalarıdır.
Fakat ozamanlarda, robotların çalıştığı
oldukça gösterişli esnek imalat sistemleri konusu üzerinde durulmaya
değerdi. E.İ.S leri üzerinde durulması gereken bir konu olduğu
halde, bu sistem robotların ne uygulamalarda ne de ekonomik
olarak ilk başlarda hayal edildiği gibi esnek olmadığının
bir kanıtıydı. Diğer taraftan, ürünlerin bir yerden başka
bir yere transferinin otomatikleştirilmesi uzak değildi ve eklemli
bir robot kol elbette teknolojik olarak işlerin üstesinden gelebilirdi.
Bizler başlangıçtan beri uzun bir yol katettik ve şimdi atölye
ve dükkanların robotlar için hazır olduğu bir yerdeyiz.
Ozamanlardan beri çok şey değişti, ve EDM'nin bügün
birçok yere robotlar için hazırlanmasında yardım etmesi ilginçtir.
EDM sürekli gözlenilmesine gerek olmayan operasyonlara kullanıcılar
kazandırdı. EDM sabit şekil vermeye ve ürünlerin mevki ve yönlerinin
kaybolmadan bir operasyondan diğerine taşınmasının
geliştirilmesine yardımcı oldu, özellikle tel EDM, kullanıcıları
otomasyonun yeni şekilleri konusunda düşünmeye itti. Power
supplies, kontrol ve proğramlama sistemi EDM'yi daha ilerisi için yüksek
verimli ve kar getiren bir sistem haline getirdi.
1980 lerin başında, robotlarla çalışmak
bilinmeyenin sınırlarına doğru büyük bir sıçramaydı,
bugün ise görüldüğü gibi robotlarla çalışmak geleceğe
doğru atılmış mantıklı bir adımdır.
Kaynaklar :
Tubitak B.T.D Sayıları
Flexible manufacturing sytems in
paractice Roger Bonetto
Robotiğe Giriş Yrd.Doç.Dr. Şükrü Su
Mark Albert
Sepro Robot Sistemleri
Çeşitli internet adresleri
Designed by Misty Future