Marking The High Points
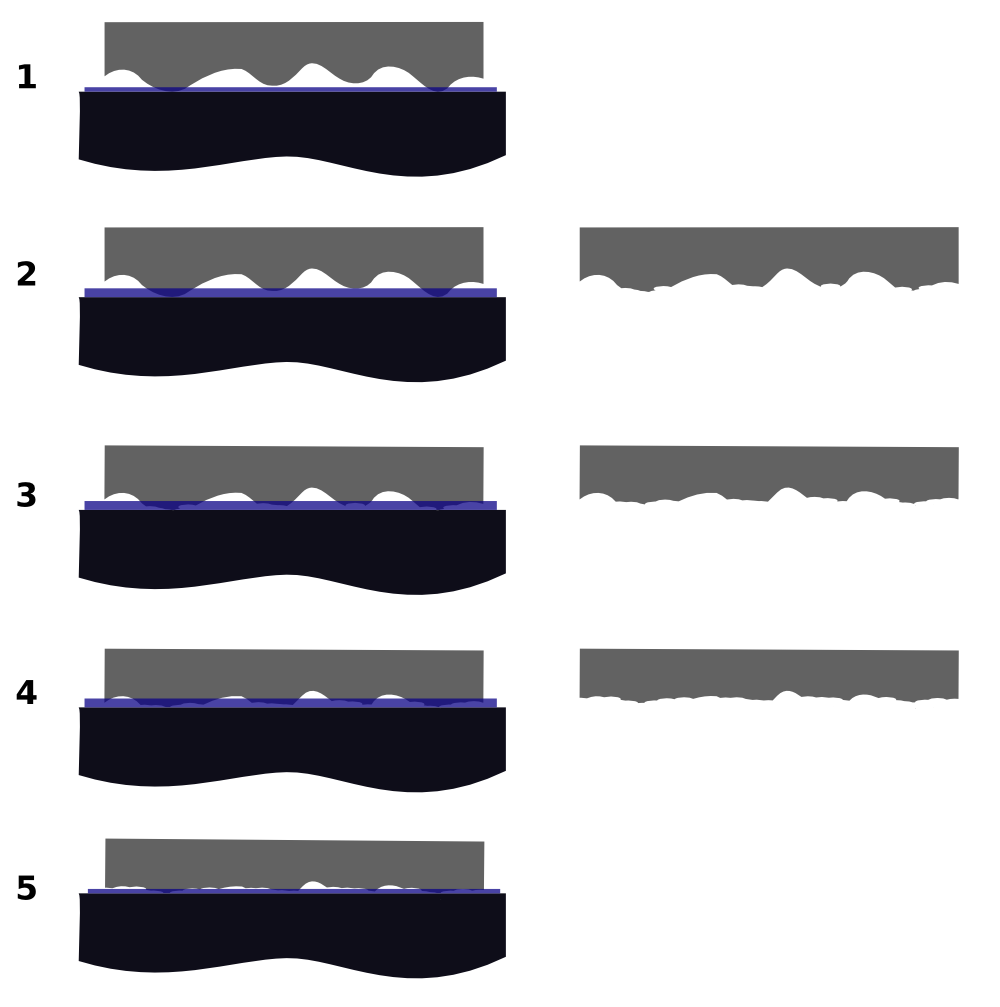
The essential principle of this flattening process is to smear marking die (commonly prussian blue) over a reference surface (which we assume to be flat). The workpiece if then lowered to the reference, and becomes coloured by the die where it touches. This can be seen in all the diagrams 1-5, and is called "taking a print".
How Much Blue?
It can be seen, by comparing diagrams 1 and 2 that the extent of the coloured areas on the workpiece will depend on the thickness of the die layer. In the extremes, if the die layer were too thin, a mere 3 contact points (which would be true Euclidean points) would be coloured, and not much information would be gained about the workpiece.
Conversely, if the die layer is thicker than the deepest recess in the workpiece, the entire workpiece will be coloured, and again, nothing is learnt to guide the cutting.
Typically, we desire the die layer to be about 1/5 of the depth of the deepest recess in the workpiece. This is about the amount of metal we wish to remove in a single print-cut cycle. We can achieve this without knowing the depth of either die or recess, by using a layer of die which colours about 1/5 of the area of the workpiece. This assumption is actually an approximation, but it is easily good enough to do very fine work.
In fig. 1, the blue is too thin, and the blue spots on the work piece don't tell us very much; fig 2. is much better.What Does The Blue Tell Us?
The diagrams are slightly deceptive; they show an evident top-of-the-blue line, which we would like to cut down to. But this line doesn't really exist. A printed workpiece simply has "blue" and "clean" areas. All we really know about a blue area is that all parts of it fall within the die-depth on the reference, but we don't know by how much. But the blue areas are the ones we will cut away.
How Much Metal Can We Remove?
We want to cut away metal to around the depth of the die (which, recall, is around 1/5 of the variation in the workpiece). But how do we do this? The cyclic nature of the process gives us feedback; if too much metal were removed, the next print would be completely different to this print. Conversely, if too little metal is removed, the next print will be almost identical to this print. Thus, the way the pattern is changed after each cut informs the vigour with which metal can be removed.
In the second part of fig. 2, cutting has been done on the blue areas. The uncut areas are as they were, and the blue areas have been lowered by around 1/5. The blue areas are not even locally flat, since we do not know if a blue "point" matches the top or bottom of the die layer, or somewhere in between. This is why we process 1/5 of the total error at a time. However, removing this much metal from the high spots clearly improves the overall flatness of the workpiece. and repeating this improvement is the essence of the print-cut method.
Continuous Improvement
The process continues (fig. 3, 4), with the blue area becoming larger, and the workpiece flatter. At fig 4. we can see that the die layer, that has served well thus far, is now too thick; the remaining variation in the workpiece is small, and almost the entire surface would be coloured. Fig. 5 shows the use of the blue layer that was "too thin" in fig. 1; it is now the correct (and informative) thickness.
The process continues, with the die layer becoming thinner and the metal removal finer, and the variation in the workpiece reducing, all guided by the shape, extent, and rapidity of change in the pattern of blue. In practise, one does not reduce the die layer at some stage; it happens almost continuously, since die is removed everytime you take a print. This "automation" is not always perfect, and sometimes you need to add a little die, or wipe a little off, as you proceed.