Martín Cambiano, con aportes de C.H.v.d.Becke FUNDAMENTOS DE LA ESTERILIZACION HTST Y UHT
FUNDAMENTOS DE LA ESTERILIZACION HTST Y UHT
Los procesos de esterilización HTST (High Temperature Short Time) y UHT (Ultra High Temperature) cuentan con diversas ventajas de calidad. El mérito principal reside en que brinda a los productos así tratados
la posibilidad de conservarse durante largo tiempo y sin problemas.
Procesos tales como la pasteurización o la esterilización, que aplican un tratamiento de
calor a temperaturas y tiempos específicos, provocan tanto cambios deseables como
también ciertos cambios indeseables en los productos.
Cambios deseables son la inactivación de enzimas y de microorganismos viables con
sus esporas.
Los efectos índeseables incluyen cambios en el sabor , olor, textura, y reducción de
nutrimentos.
Los métodos de procesamiento que traen aparejados estos efectos encontrados, deben
ser optimizados en términos de su relación tiempo -temperatura para promover los
cambios deseables mientras se minimiza el grado de cambios indeseables en el
producto.
La combinación de temperatura y de tiempo de retención (el tiempo durante el cual el
alimento es mantenido a la temperatura necesaria para lograr el efecto deseado) es muy
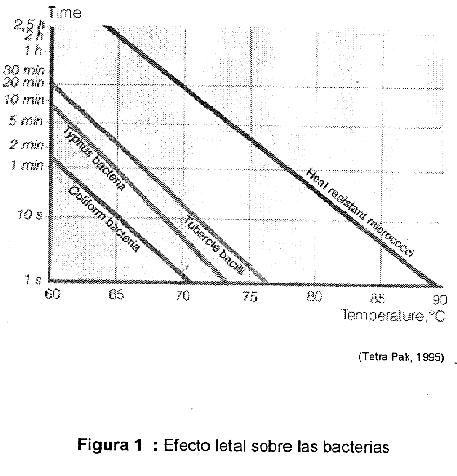
importante, ya que determina la intensidad deˇ tratamiento térmico. La Figura 1 muestra
las curvas de efecto letal para distintos tipos de bacterias patógenas. De acuerdo con
estas curvas, las bacterias coliformes mueren si el alimento, en este caso la leche, es
calentado a 70'C y mantenido a esta temperatura por alrededor de un segundo. A una
temperatura de 65şC será necesario un tiempo de retención de 10 segundos para matar
dichas bacterias. Estas dos combinaciones, 70şC/1s y 65şC/10s tienen
consecuentemente el mismo efecto letal.
Los bacilos de la tuberculosis son más resistentes al tratamiento térmico que las
bacterias coliformes. Se requiere un tiempo de retención de 20 segundos a 70şC o de
alrededor de 2 minutos a 65şC para asegurar que sean totalmente destruídos.
También podría haber micrococos resistentes al calor. Como regla general, no son
peligrosos para la salud humana.
(Tetra Pak, 1995)
Figura 1 : Efecto letal sobre las bacterias
�
1 TRATAMIENTO UHT
UHT es la abreviación de Ultra High Temperature (Ultra Alta Temperatura). El
tratamiento UHT es una técnica de preservación de alimentos líquidos mediante su
exposición a un breve e intenso calentamiento, normalmente a temperaturas en el rango
de 135-140şC. Esto mata a todos los microorganismos que podrían de otra manera
afectar a la salud humana y/o destruir los productos.
El tratamiento UHT es un proceso continuo que tiene lugar en un sistema cerrado que
previene que el producto sea contaminado por microorganismos presentes en el aire. El
producto pasa a través de pasos de calentamiento y enfriamiento en rápida sucesión. El
envasado aséptico para evitar la reinfección deˇ producto, es una parte inherente al
proceso.
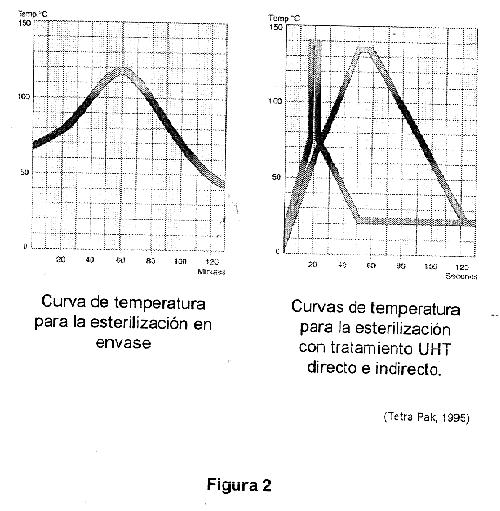
En la Figura 2 podemos observar las curvas de temperatura propias de la esterilización
convencional en contenedores y las de los distintos tipos de tratamiento UHT
2 CAMBIOS BACTERIOLOGICOS Y QUIMICOS EN EL TRATAMIENTO CON
ALTA TEMPERATURA
Veremos el tema aplicado al caso de la leche.
Cuando la leche es mantenida a una temperatura alta por un largo período de tiempo, se
forman ciertos productos de reacción, lo que resulta en decoloración (pardeamiento).
También adquiere un flavor acaramelado y cocido, y ocasionalmente hay una gran
cantidad de sedimento. Estos efectos son mayormente evitados por un tratamiento de
calor a alta temperatura por un corto tiempo. Es importante que la combinación de tiempo
y temperatura sea elegida de tal forma que la destrucción de esporas sea satisfactoria y
que al mismo tiempo el dańo ocasionado a la leche por el calor sea mantenido al mínimo
nivel posible.
La Figura 3, semilogarítmica, marca en ordenadas el tiempo de calentamiento o el tiempo equivalente de calefacción (en escala logarítmica) y marca en abscisas las temperaturas. Ella muestra la interacción entre el efecto esterilizante y el efecto de las reacciones de deterioro químico, como lo es la reacción de pardeamiento.
La línea A representa el límite inferior de las combinaciones tiempo/temperatura que
causan que la leche se vuelva marrón. Ir hacia arriba y/o hacia la derecha implica pardear la leche. La gráfica anota que la pendiente de la línea llena B corresponde a un concepto a considerarse más abajo, el del efecto esterilizante o valor letal logarítmico de 9. Dicha línea llena B (muy sesgada, que pasa por el rectangulito superior) es el límite inferior de las
combinaciones para una completa esterilización (destrucción de las esporas termófilas).
Las regiones de la esterilización dentro de recipientes y del tratamiento UHT están
marcadas especialmente en la figura. La zona válida para procesar por la técnica de UHT no pardea, sobreesteriliza las esporas mesofílicas, tiene margen de seguridad para las esporas termofílicas, y no llega a destruir, en general, un 3 % de la tiamina presente inicialmente. En esa zona se afecta insignificantemente a la lisina, menos del 1 %.
Obsérvese que las dos zonas marcadas tienen límites horizontales abajo y verticales a la derecha, en este último caso 115şC y 150ŞC, respectivamente para la región batch en envase y para la esterilización UHT, ambos por motivos prácticos.
La figura muestra que mientras los dos métodos tienen el mismo efecto esterilizante hay
una gran diferencia en los efectos químicos (reacción de
pardeamiento y de destrucción de vitaminas y aminoácidos). Procesos de esterilización en zonas intermedias entre las dos aquí marcadas muestran una diferencia menor o mucho menor, segun los parámetros de tiempos/temperaturas usados. Esta es la razón por la cual la leche UHT
tiene un mejor sabor y un mayor contenido nutritivo que la leche esterilizada en el envase.
En la Tabla I vemos la diferencia entre ambos tratamientos respecto del impacto sobre
los nutrimentos de la leche (Fellows P, 1993).
Tabla I
Efecto del tratamiento térmico sobre el valor nutritivo de la leche
Pérdidas
Nutrimento UHT Esterilización en botella
Tiamina 10 35
Ácido Ascórbico 25 90
Vitamina 13,2 10 90
Ácido fólico 10 50
Acido pantoténico 0 0
Biotina 0 0
13-caroteno 0 0
Piridoxina 10 50
Vitamina D 0 0
Proteínas séricas 12-40* 87
Lisina - 10
Cistina 13
Valor biológico 6
* UHT directo a 135şC
durante 2 segundos (12.3%),
UHT indirecto a 135şC durante 2 segundos (40.3%)
Los sistemas asépticos de tratamiento térmico de la leche prácticamente no afectan a
sus lípidos, carbohidratos y minerales, y su efecto sobre las vitaminas es prácticamente
despreciable como podemos ver en la tabla anterior.
El tratamiento térmico convencional de los alimentos provoca hidrólisis en los
carbohidratos y lípidos pero su valor nutritivo no se modifica. Las proteínas coagulan y las
pérdidas, por ejemplo, en carnes enlatadas, son del 10-20%
En la Tabla II podemos ver como ejemplo la pérdida de Tiamina y Piridoxina según el
tratamiento en distintos tipos de alimentos
Tabla II
Efecto de la esterilización convencional y por envasado aséptico
sobre las pérdidas vitamínicas en tiamina y piridoxina
Pérdidas en tiamina % Pérdidas en
piridoxina (%)
Producto UHT Método UHT Método
convencional convencional
Arvejas 15.8 40.3 9.5 10.1
Carne vacuna 9.2 21.6 4.1 2.9
Concentrado de 0 2.8 0 0
tomate
3 EFICIENCIA DE LA ESTERILIZACION
Cuando los microorganismos y/o las esporas de bacterias son sometidos a un
tratamiento térmico o cualquier otra clase de procedimiento esterilizante / desinfectante,
no todos los microorganismos mueren a la vez. En vez de esto, una cierta proporción es
destruida en un período de tiempo dado mientras que el resto sobrevive. Si los
microorganismos sobrevivientes son una vez más sujetos al mismo tratamiento por el
mismo período de tiempo, una proporción igual de éstos serán destruídos, y así
sucesivamente. En otras palabras, una dada exposición a agentes esterilizantes o
desinfectantes siempre elimina la misma proporción del recuento inicial de cada etapa, con lo cual la cinética de la muerte térmica, en condiciones isotérmicas, es claramente de primer orden.
El efecto letal de la esterilización en los microorganismos puede entonces ser expresado
matemáticamente como la siguiente función logarítmica:
k · t = log Nt/Nş,
donde
Nş = número de microorganismos (esporas) originalmente presentes (recuento inicial)
Nt = número de microorganismos (esporas) presentes luego de un tiempo
dado de tratamiento (t)
k = constante específica de la reacción de muerte térmica (1/s)
t = tiempo de tratamiento (s)
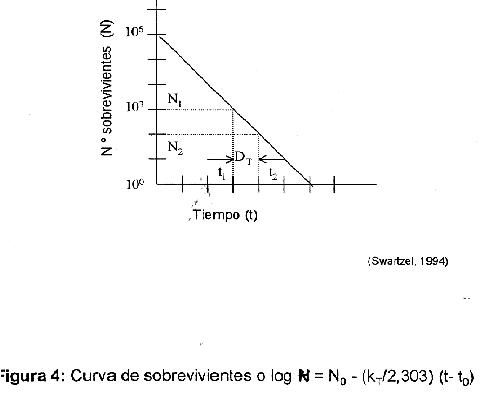
Esta fórmula da como resultado una línea recta cuando se dibuja como un
gráfico semilogarítmico con el tiempo de tratamiento expresado en el eje lineal de las abscisas y
el número de sobrevivientes en el eje logarítmico de las ordenadas (Fíg 4).
La constante de reacción indica cuán rápidamente ocurre la destrucción de
microorganismos (o constituyentes) a una temperatura constante. Los
microbiólogos de alimentos usan el valor D para indicar el tiempo de
calentamiento necesario, a temperatura constante T, para destruir el 90% de la
población presente. Esto implica una reducción de la concentración en 10 veces.
Este es el tiempo mostrado en la Figura 4.
Las unidades para D(t) son magnitudes de tiempo (segundos o minutos), y las unidades
para k(T) son inversas de tiempo.
Una función logarítmica nunca puede alcanzar el valor cero. En otras palabras, la
esterilidad definida como la ausencia de esporas vivientes en un volumen ilimitado de
producto, es imposible de lograr.
Un concepto más útil y realista es el de "efecto esterilizante* o "eficiencia de
esterilización". Estos términos establecen el número de reducciones decimales en el
recuento de esporas bacterianas logrado por un proceso dado de esterilización.
Cada vez que es llevado a cabo un proceso de esterilización, éste puede ser
caracterizado por un cierto efecto esterilizante En cualquier proceso térmico de
esterilización, el efecto esterilizante es determinado por la combinación de tiempo/
temperatura aplicada. A mayor temperatura y mayor tiempo de retención, el proceso será
más eficiente.
El efecto esterilizante es expresado por el número de reducciones decimales logrado
mediante el proceso. Por ejemplo, como se mencionó durante el análisis de la Figura 3, tomemos el caso de un efecto esterilizante o valor letal logarítmico de 9. Un efecto esterilizante de 9 indica que de 109 esporas
bacterianas que ingresaron al proceso, solamente sobrevivirá 1 (100). El efecto
esterilizante es independiente del volumen.
log 109 - log 100 =9 - 0 = 9
Las esporas de Bacíllus subtilis o de Bacillus stearothermophilus son usadas
generalmente como organismos de prueba para determinar el efecto esterilizante del equipamiento UHT, ya que estas bacterias - especialmente el B.
stearothermophilus - forman esporas altamente resistentes al calor.
El Clostridium botulinum es usado para el cálculo deˇ efecto de la esterilización realizada
con el producto dentro del recipiente.
El equipamiento para la esterilización continua (tratamiento UHT) tiene habitualmente un
efecto esterilizante de alrededor de 10 a 12 al ser empleadas las esporas de B. subtilis, y
de alrededor de 8 al usarse las esporas de B. stearothermophílus, mientras que el efecto
esterilizante del proceso en contenedores no deberá ser menor a 12 cuando se utilizan
esporas de Ciostriídium botulínum.
Obviamente, el efecto esterilizante dependerá de:
- la combinación tiempo/temperatura
- la resistencia térmica de las esporas, que a su vez es influida por la cepa de Bacillus
empleada y por la forma en que fueron producidas las esporas
el producto en el que se lleva a cabo el tratamiento térmico
El efecto letal sobre las esporas bacterianas comienza a darse a una temperatura de
alrededor de 115şC y se Incrementa muy rápidamente con el aumento de la temperatura.
Las bacterias pueden ser divididas en dos grupos:
1) Aquellas que únicamente existen como células vegetativas (fáciles de matar por calor
u otros medios)
2) Aquellas que existen en estado vegetativo y también como esporas. Mientras que
estas bacterias mueren fácilmente ante el calor en estado vegetativo, sus esporas son
difíciles de eliminar.
Los productos a esterilizar contienen habitualmente una flora mixta conteniendo tanto
células vegetativas como esporas. Desafortunadamente, la correlación entre ambas no
es muy buena. Podemos encontrar altos recuentos de esporas en productos con
recuentos totales bajos, y viceversa, de tal forma que determinar un recuento total no
puede servir como una base confiable para cuantificar esporas bacterianas en productos
alimenticios.
VALOR Q10
Como ya se ha mencionado, el efecto esterilizante de un proceso de esterilización se
incrementa rápidamente con el aumento de la temperatura. Esto, por supuesto, también
se aplica a las reacciones químicas que ocurren como consecuencia del tratamiento
térmico. El valor Q10 ha sido introducido como una expresión de este incremento en la velocidad de una reacción. Este valor
establece cuántas veces aumenta la velocidad de una reacción si la temperatura deˇ
sistema es elevada en 10şC.
Q10= k(T+5)/k(T-5) (no aplicable a şF, sí a şC o K)
El valor Q10 para los cambios en el flavor - y para la mayoría de las reacciones es de
alrededor de 2 a 3, lo que indica que si se Incrementa la temperatura de un sistema en 1
OşC, la velocidad de las reacciones químicas se duplica o triplica. Por ejemplo, si una
reacción tiene un valor Q10=3 y requiere de una hora para completarse a 100şC, sólo
requerirá de 1127 de dicho tiempo para completarse a 130şC, esto es, 2 minutos.
Los valores Q10 pueden ser determinados también para la muerte de esporas bacterianas,
habiéndose encontrado valores dentro deˇ rango de 8 a 30. La variación es tan grande
debido a que las diferentes clases de esporas bacterianas reaccionan en forma diferente
a los incrementos de temperatura. Los cambios en las propiedades químicas y en la
destrucción de esporas por influencia del incremento de temperatura se muestran en la
Fig 5
VALOR F0
El valor F a una temperatura de referencia dada, es el tiempo en minutos equivalente a
todo el calor destructivo de un proceso con respecto a la destrucción de un organismo
caracterizado por un cierto valor z
Debido a que comunmente se asume un valor z de 10 'C (18 şF) -para las esporas, los
valores F calculados con este valor se han convertido en standard y son designados
como F0. La temperatura de referencia es habitualmente 121şC (250 şF).
En este contexto debe ser mencionado también que la conexión entre el tiempo y la
temperatura de esterilización se puede expresar además según el valor F0 de acuerdo
con la siguiente función logarítmica:
F0 = (t/60)·10(T-121,1şC)
donde
t = tiempo de esterilización en segundos
T = temperatura de esterilización en şC
z = un valor que expresa el incremento
en la temperatura para obtener el
mismo efecto letal en 1/10 del tiempo. El valor varía con el origen de las esporas y puede ser fijado
generalmente en 10şC
F0 es igual a 1 luego de que el producto es calentado a 121.1şC durante 1 minuto. Para
obtener leche comercialmente estéril a partir de leche cruda de buena cualidad, se
requiere un valor F0 mínimo de entre 5 y 6.
VALORES B* Y C*
El rango efectivo de trabajo de los tratamientos UHT es definido también en algunos
países por referencia a dos parámetros:
Efecto bacteriológico: B*
Efecto químico: C*
B* está basado en el supuesto de que la esterilidad comercial se alcanza a 135şC durante
10. 1 segundos, con un correspondiente valor z de 10.5şC. A este proceso de referencia
se le da un valor B* de 1.0, representando una reducción de recuento de esporas
termofílicas de 1099 por unidad.
El valor C* está basado en las condiciones para la destrucción de un 3% de Tiamina por
unidad. Esto es equivalente a 135şC por 30.5 segundos con un valor z de 31.4şC.
Un proceso UHT opera satisfactoriamente en lo que respecta al mantenimiento de la
calidad del producto cuando se cumplen las siguientes condiciones:
B* > 1
C* < 1
ECUACION DE ARRHENIUS
Otro método usado para describir la dependencia de la constante (velocidad) de reacción
respecto de la temperatura fue introducida por Arrhenius como:
log k(T)= log A - (Ea/(2.303 RT))
donde:
A = coeficiente de la ecuación de Arrhenius
Ea = energía de activación (cal/mol)
R = constante universal de los gases (1.987 cal/mol K)
T = temperatura asociada con la constante (K)
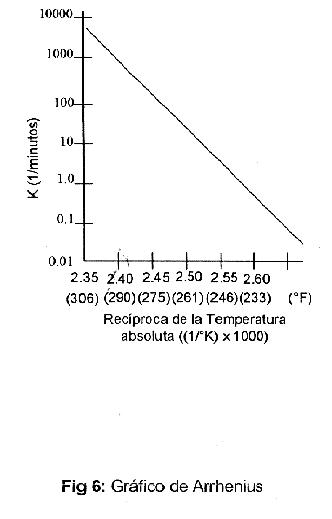
Esta ecuación está graficada en la Figura 6, en donde aparece log k(T) versus 1/T. La
Energía de activación (Ea) es la energía necesaria para la reacción, y puede ser
determinada a partir de la pendiente de esta recta, -Ea/2.303 R Como ocurre con los
valores z, el valor Ea indica la sensibilidad a la temperatura de la velocidad de reacción. Sin embargo, como z
está referido a los valores D, y éstos son recíprocos a los valores k, los valores z son
inversamente proporcionales a los valores Ea. Cuanto mayor sea Ea, más va a ser
aumentada la tasa de reacción por el incremento de temperatura, y viceversa. En cambio valores altos de z indican baja sensibilidad de la velocidad de reacción a la temperatura.
En la Tabla III podemos observar la relación entre los distintos parámetros indicadores
de sensibilidad ante la temperatura.
Datos de destrucción térmica
D121şC (mín) Z (şC) Q10 Ea,
(kcal/mol)
Vitaminas 100-1000 72-12.7 2,1-2.5 20-30
Destrucción de enzimas 1-10 11.1-37.8 1.5-31 12-100
Células vegetativas 0.002-0.02 11.1-13.3 31-178 100-120
Esporas microbianas 01-5.0 5.6-11.1 6.5-31 53-83
(cepas termorresistentes)
Calidad organoléptica 5-500 7.2-26.7 1.7-2.5 10-30
(sabor, color, textura, etc.)
"LA PARTICULA MAS RAPIDA"
Durante el diseńo, se presta particular atención al tiempo de
residencia en una celda o tubo de retención, con especial referencia al tiempo de
retención para la "partícula más rápida". Dependiendo del patrón dé
flujo del líquido (flujo turbulento), el coeficiente de eficiencia (eta) para la leche es 0.85
- 0.9. Esto implica aplicar un factor de corrección en los cálculos de los tiempos de
retención. En el caso especial del régimen laminar, se indica que, aproximadamente, la partícula más rápida
pasa por una celda de retención el doble de rápido
que la partícula promedio, siendo el coeficiente de eficiencia (eta) 0.5, con la posibilidad que llegue hasta 0.85. Nótese que cuanto más cercano a 1 sea este factor, menor será el volumen del reactor de esterilización necesario.
3.jun.2000
Pulsar tecla de vuelta
Vuelta a Portada
Glosario de Bioingeniería del Conocimiento - Carlos von der Becke.
html>